軸の移動を指令するときに、その動きはどんな動きなのか指令します。
その中の二つG02円弧補間(時計回り)とG03円弧補間(反時計回り)の違いと使い方を紹介します。
(G17 XY平面、G90 アブソリュート指令で説明しています)
G02とG03の説明
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G02 | 円弧補間/ヘリカル補間 ClockWise |
G02 X_ Y_ R_ F_ G02 X_ Y_ I_ J_ F_ |
B/O | 01 |
| G03 | 円弧補間/ヘリカル補間 CounterClockWise |
G03 X_ Y_ R_ F_ G03 X_ Y_ I_ J_ F_ |
現在の位置からX、Y、Z、で指令された位置まで、R、IJで指定した半径とする円弧に沿って移動します。
円弧補間を使うには3つの情報が必要です。
- 円弧の回転方向をG02、G03で指令
- 円弧の終点位置をX_ Y_で指令
- 円弧の半径をR_ R-_またはI_ J_ K_で円弧中心位置を指令
※Rで指令する場合(半径を指令)
- 0.001°~180°の円弧はR_で指令
- 180°~360°未満の円弧はR-_で指令
- 360°(一周)は指令不可能
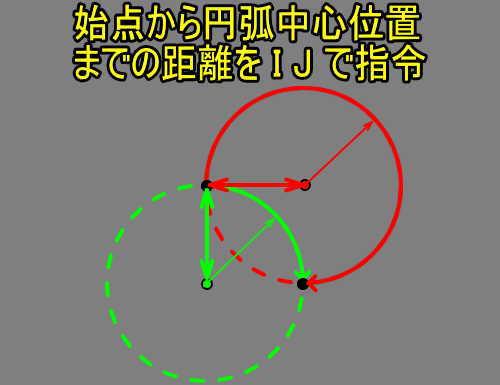
※IJKで指令する場合(中心位置を指令)
- IはX方向
- JはY方向
- KはZ方向
で始点から円弧中心位置までの距離を指令します。
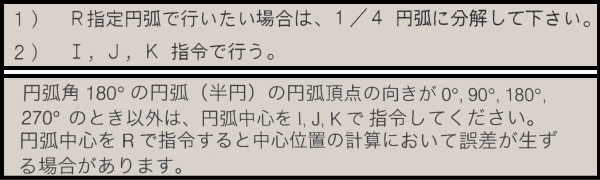
機械に付属のプログラミングマニュアルを見ると半円または、半円に近い円弧加工でR使用時の注意書きがあるので確認してください。
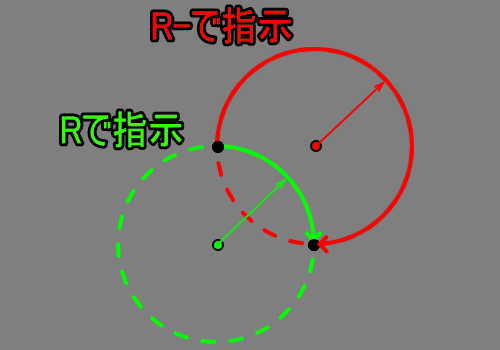
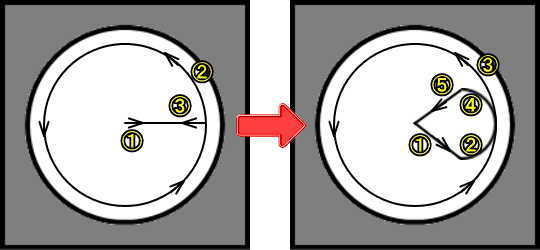
180度以下 180度以上の円弧指令
始点と終点を結ぶ円弧には図のように、180度以下(緑色)と180度以上(赤色)の円弧があります。
- 180度以下の円弧の場合はRで指令
- 180度以上の円弧の場合はR-で指令
- 180度の場合はどちらでも可能
I Jで指令する場合、始点から円弧中心位置までの距離をI_ (X方向) J_ (Y方向)で指令するので、円弧中心の指令する位置で180度以下(緑色)と180度以上(赤色)になります。
G02 R、G02 R-、G02 I、G02 Jを使った円弧補間の動画です。
G03 R、G03 R-、G03 I、G03 Jを使った円弧補間の動画です。
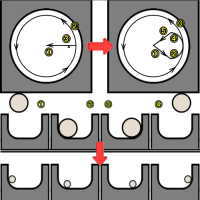
一周する円弧は
円弧補間 G03 エンドミルでIとJを使って内径を一周円弧加工
に書いてあります。
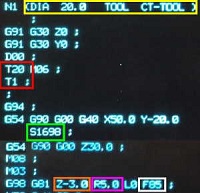
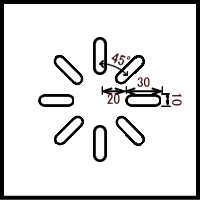
G01とG03を使ったNCプログラム
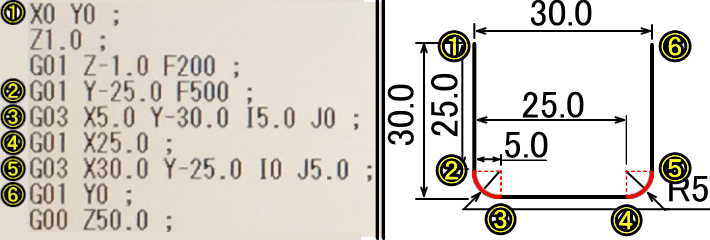
画像左側の数値で軸を動かすのに必要な情報が画像右側の数値になります。
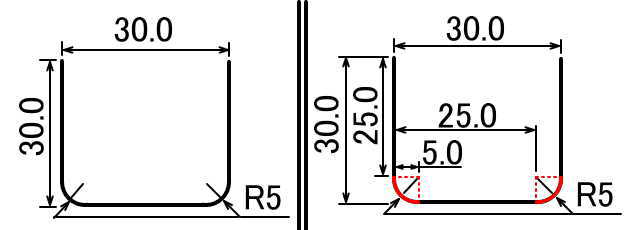
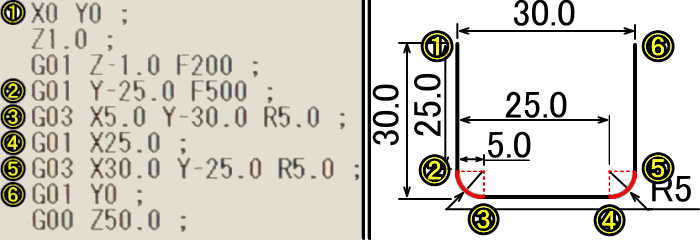
寸法の出ている位置からRを使って軸を動かしていくと下のNCプログラムになります。
X0 Y0 ;
Z1.0 ;
G01 Z-1.0 F200 ;
G01 Y-25.0 F500 ;
G03 X5.0 Y-30.0 R5.0 ;
G01 X25.0 ;
G03 X30.0 Y-25.0 R5.0 ;
G01 Y0 ;
G00 Z50.0 ;
寸法の出ている位置からI Jを使って軸を動かしていくと下のNCプログラムになります。
X0 Y0 ;
Z1.0 ;
G01 Z-1.0 F200 ;
G01 Y-25.0 F500 ;
G03 X5.0 Y-30.0 I5.0 J0;
G01 X25.0 ;
G03 X30.0 Y-25.0 I0 J5.0 ;
G01 Y0 ;
G00 Z50.0 ;
エンドミルを使って内側を加工する場合、半径を小さくした数値になります。
Φ6.0のエンドミルを使った場合R5はR2になります。
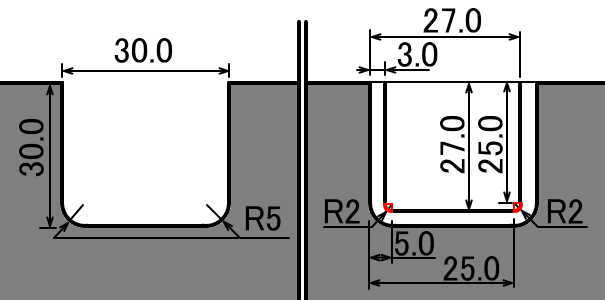
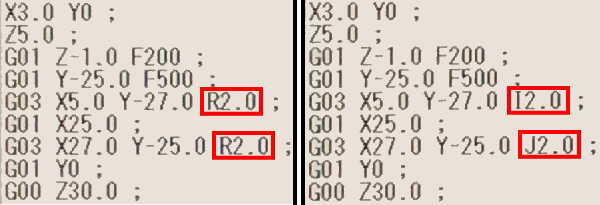
左がRで右がI Jで動くNCプログラムです。
RはR5.0がR2.0になり、I5.0 J5.0はI2.0 J2.0になります。
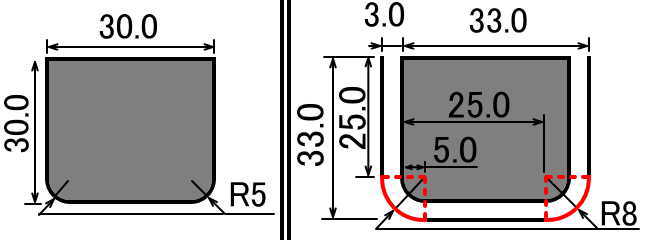
エンドミルを使って外側を加工する場合、半径分を大きくした数値になります。
Φ6.0のエンドミルを使った場合R5はR8になります。
(NCプログラムと動画は省略します)
最後に
一周円弧加工は加工経路を変えたり
コーナー加工は指示されたRと同じRの加工工具を使わず、小径に変えて加工経路を変たり
G01での加工を円弧加工に変えて加工することで加工にかかる負荷や加工面の仕上がりを変えることができます。