サブプログラムとインクレメンタル指令でサイクルNCプログラムを作り、G19 YZ平面指令でボールエンドミルを使って円弧加工をする作業を紹介します。
| G17 | XpYp平面 | Xp:X軸又は、その平行軸 Yp:Y軸又は、その平行軸 Zp:Z軸又は、その平行軸 |
| G18 | ZpXp平面 | |
| G19 | YpZp平面 |
固定サイクル、円弧切削、工具径補正の機能を使うときに、XY平面(G17)、ZX平面(G18)、YZ平面(G19)の選択をします。
通常XY平面での加工が多く、機械電源投入時の設定もXY平面になっていると思います。
加工内容の確認
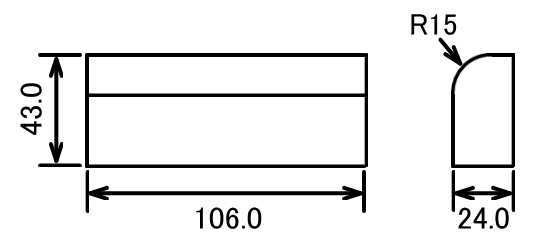
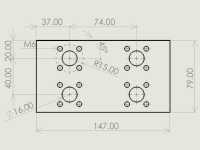
43×106×24の材料にR3のボールエンドミルを使ってR15を加工します。
(R15の加工を紹介する作業なので角引き加工の作業はありません。)
平面の選択
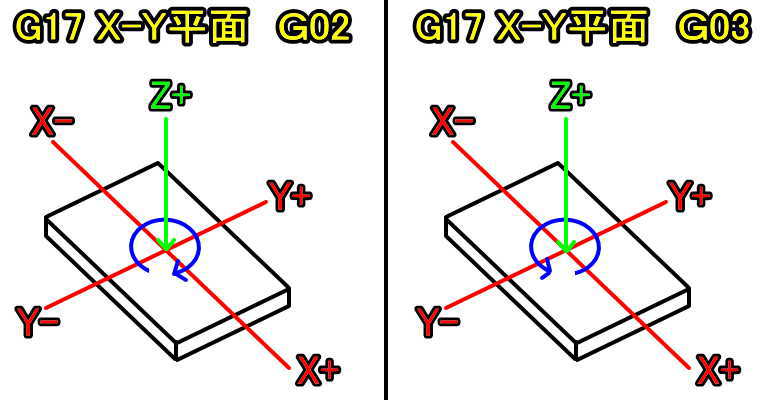
G17 XY平面
Z軸の+方向から見た時の時計回りがG02
Z軸の+方向から見た時の反時計回りがG03
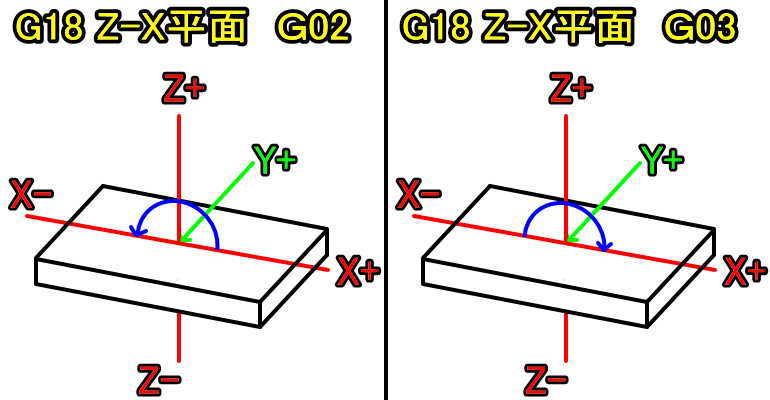
G18 ZX平面
Y軸の+方向から見た時の時計回りがG02
Y軸の+方向から見た時の反時計回りがG03
G19 YZ平面
X軸の+方向から見た時の時計回りがG02
X軸の+方向から見た時の反時計回りがG03
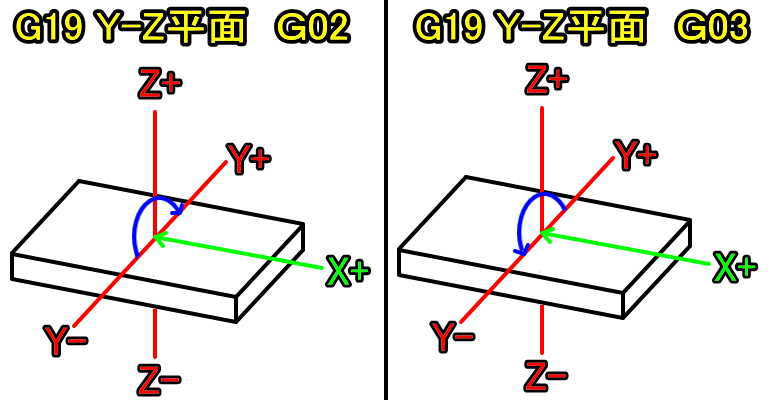
加工図面の右側面図から見た平面(X+側から)で加工するので、今回使うGコードはG19になります。
サイクルNCプログラムの作成
同じ動作を繰り返して加工するので、G91インクレメンタル指令とM98サブプログラム呼び出しを使ってサイクルNCプログラムを作り加工します。
まずはG19 YZ平面を使わずに、Φ6.0のエンドミルで端面から1mmの加工を5回繰り返す簡単なサイクルNCプログラムをXY平面のまま作成してみます。
メインプログラム
O0010
X-3.0 Y-4.0 X軸Y軸加工スタート点へ移動
Z3.0 Z軸アプローチ点へ移動
M98 P11 L5 O11のプログラムへ移動 繰り返し回数5回
G00Z30.0 Z軸安全点へ移動
サブプログラム
O0011
G90 G00 Y-4.0 Y軸加工スタート点へ移動
G91 X1.0 現在位置からX軸1.0mm移動
G90 G01 Z-0.1 F500 Z軸加工点へ移動
Y28.0 F400 Y軸加工点へ移動
G00 Z3.0 Z軸安全点へ移動
M99 メインプログラムへ移動 繰り返し回数がある場合は同サブプログラム先頭へ移動
このNCプログラムで加工した動画です。
サブプログラム内のG91 X1.0でX軸が1.0mm増分移動いているので、サブプログラムを呼び出す回数分スタート加工点からX軸がずれていきます。
例えば
サブプログラム呼び出し回数が10回(M98 P11 L10) X軸が2.0mm増分移動(G91 X2.0)だった場合、2.0mm増分×10回になるので、20.0mmの位置まで加工します。
G19YZ平面とボールエンドミルを使うNCプログラムの作成
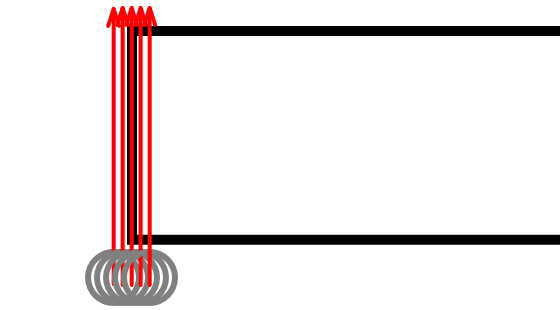
XY平面でエンドミルを使った円弧加工と
YZ平面でボールエンドミルを使った円弧加工の画像です。
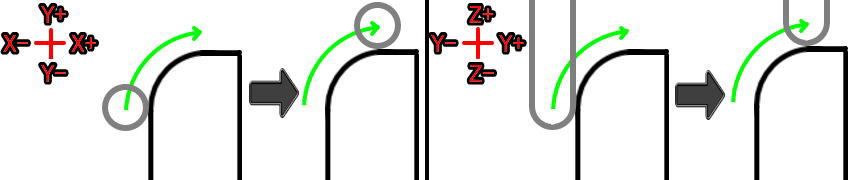
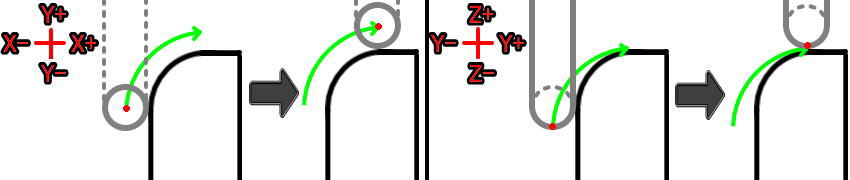
点線を入れてみるとXY平面での円弧加工も、YZ平面での円弧加工も同じなのが分かりますが
XY平面での円弧加工は、エンドミルの中心(赤い点)でプログラムを作成し
YZ平面での円弧加工は、ボールエンドミルの先端(赤い点)で作成するので注意が必要です。
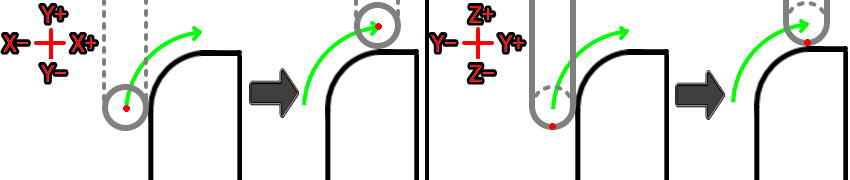
緑の円弧線を赤い点に合わせると分かりにくくなりますが、円弧加工プログラムの始点と終点の位置をボールエンドミルの半径分Z-方向にずらしてプログラムを作成するだけです。
今回加工に使うR3のボールエンドミルの場合、下図の寸法でプログラムを作成します。
(左側はXY平面でのエンドミル円弧加工で右側はYZ平面でのボールエンドミル円弧加工です)
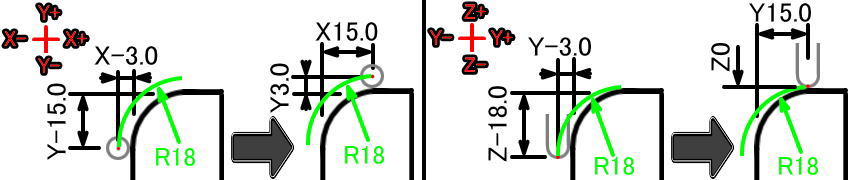
赤文字部が半径分ずらす所です。
XY平面での円弧加工プログラム
X-3.0 Y-15.0
G02 X15.0 Y3.0 R18.0 F___
(G17 XY平面指定の状態です)
YZ平面での円弧加工プログラム
Y-3.0 Z-18.0
G02 Y15.0 Z0 R18.0 F___
(G18 YZ平面指定の状態です)
XY平面でのプログラム作成に慣れていると迷いますが、簡単な絵でも書くとすぐに理解できると思います。
YZ平面とサイクルプログラムを使って円弧加工
YZ平面で加工するので、加工プログラムの前にG19を入れます。
G19を入れるのと同時に、加工プログラムの後にG17を入れます。
普段G17を使ってXY平面の指定をすることが無いので、加工終了後にYZ平面指定したまま機械を引き継ぐと、後任者が気が付かずにXY平面のプログラムを起動して加工ができず困ってしまいます。
プログラムのヘッダー部分とフッター部分は省略します
メインプログラム
O0010
M03 ;
G19 ; YZ平面指定
X-3.0 Y-4.0 ; X軸Y軸加工スタート点へ移動
Z3.0 ; Z軸アプローチ点へ移動
M98 P11 L109 ; O11のプログラムへ移動 繰り返し回数109回
G00 Z30.0 ; Z軸安全点へ移動
G17 ; XY平面指定
サブプログラム
O0011
G90 G00 Y-4.0 Y軸加工スタート点へ移動
G91 X1.0 現在位置からX軸1.0mm移動
G90 G01 Z-18.0 F3000 Z軸加工点へ移動
Y-3.0 F600 Y軸加工点へ移動
G02 Y15.0 Z0 R18.0 Y軸Z軸加工点へ移動
G00 Z3.0 Z軸安全点へ移動
M99 メインプログラムへ移動 繰り返し回数がある場合は同サブプログラム先頭へ移動
すぐに加工するのは危ないので、加工に使う座標系のX軸に-50.0を増分してテスト加工をします。
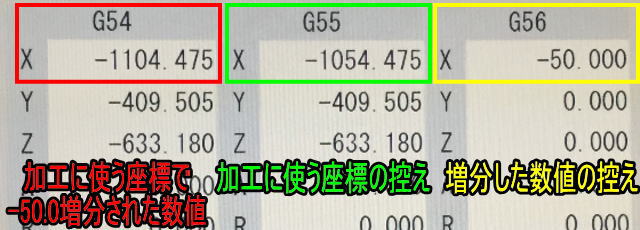
機械の動きと数値の確認をします。

問題なく加工できるプログラムか確認が出来たら、ボールエンドミルのシャンク部分が加工物に当たらないように面取りをします。

このプログラムで加工した動画です。
最後に
使う機会は少ないですが空いた時間にでも練習をしてG17との違いを理解しておきましょう。
今回は削り出しの加工でしたが、掘り込みの加工でも使えるので加工の幅が広がります。
それとボールエンドミルを使うときは加工条件に注意点しましょう。
小径の工具もそうですが、高速回転、高速送りで加工すると機械に掛かる負担が大きい場合があります。
使っていい回転数、送りなどは責任者に相談しましょう。
自分の身の回りで高速送りの長時間加工で横型マシニングセンターのボールネジ(Y軸)が焼けてしまったことがあります。
担当者ではなかったので詳しい条件はわかりませんが、オートパレットチェンジャーでほぼ24時間の稼働だったと思います。
機械の使用方法に何の問題もなかったのでメーカの無償修理でしたが、24時間稼働していた機械が非稼働になってしまったり、修理のために天井に穴をあけたり、修理以外は負担してくれません。
Y軸を抜くために天井に穴をあけた画像です。

簡単に設定できてしまうし、回転も送りも上げれば加工時間の短縮になるのですが、慎重に選択しましょう。