軸の移動を指令するときに、その動きはどんな動きなのか指令します。
その中の二つG00位置決め(早送り)とG01直線補間(切削送り)の違いと使い方を紹介します。
(G90アブソリュート指令で説明しています)
G00とG01の説明
G00 位置決め(早送り)
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G00 | 位置決め(早送り) | G00 X_ Y_ G00 Z_ |
B | 01 |
現在の位置からX、Y、Z、で指令された位置まで早送り速度で移動します。
工具交換後ワークへのアプローチ、次加工位置への移動、ワークからツールを逃がす時などに使います。
- 早送り速度は機械によって違います。
- 早送り速度は操作盤の早送りオーバーライドで調整ができます。
- 機能はモーダルで省略ができます。
- 複数の軸を同時に指令した場合、各軸が最短で移動するので移動経路が直線になるとは限りません。
- Z軸の指令はX、Y軸と別に指令すると安全です。
G01 直線補間(切削送り)
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G01 | 直線補間(切削送り) | G01 X_ Y_ F_ G01 Z_ F_ |
B | 01 |
現在の位置からX、Y、Z、で指令された位置まで直線で移動します。
切削や、早送りではアプローチが危険な時などに使います。
- 送り速度をFで指令が必要です。
- 送り速度は操作盤の送りオーバーライドで調整ができます。
- 機能はモーダルで省略ができます。
G00、G01共に操作盤のボタンで速度を調整することができます。
G00は早送りオーバーライド
G01は送りオーバーライド
で速度調整ができます。

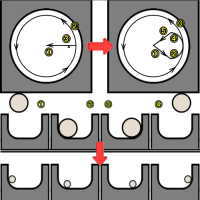
G00とG01の違い
G00
1つの軸移動は直線で動きますが、複数の軸を同時に指令した場合、各軸が早送りで移動するので移動経路が直線になるとは限りません。
G01
指令した移動速度で最短距離を移動するので移動経路は直線になります。
X0 Y0の位置からX50.0 Y30.0の位置までの移動を比較します。
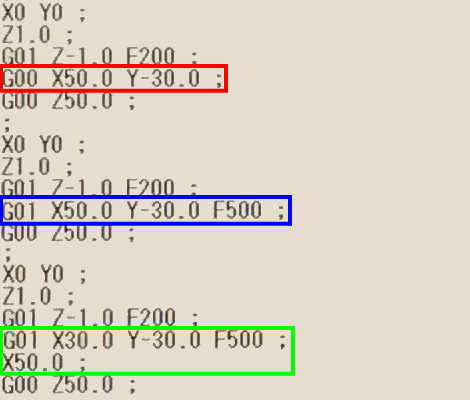
赤枠部
X0 Y0 の位置からG00を使ってX50.0 Y30.0の位置まで移動
青枠部
X0 Y0 の位置からG01を使ってX50.0 Y30.0の位置まで1分間に500mmの速度で移動
緑枠部
G00 X50.0 Y30.0と
G01 X30.0 Y30.0 ;
X50.0 ;は
似た動きになります。
G00とG01の使い方
G00
G00は段取りや加工で軸を早く動かす時に使います。
段取り作業ではMDIモードでテスターやセンサーを作業位置付近まで、加工ではメモリモードで加工工具を加工物付近までG00を使って軸を移動します。
加工中は安全点への移動や次の加工位置までの移動、加工終了後は工具交換位置への移動や原点位置までの移動をG00を使って移動します。
動作実績のないプログラムは早送りオーバーライドを使って速度を落としながら動かして事故を防ぎます。
G01
G01はアプローチ位置から加工開始位置、加工開始位置から各加工位置、加工終了位置への移動を移動速度を指令して軸を動かします。
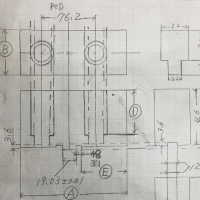
G01は直線補間となっているのでフェイスミルやエンドミルでまっすぐの加工でよく使いますが、
まっすぐに見えない、このような楕円の加工、円筒側面の穴の外側、内側面取り加工もG01を使って加工します。
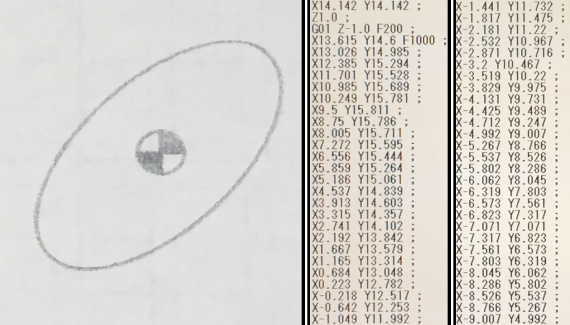
(画像のプログラムは一部です)

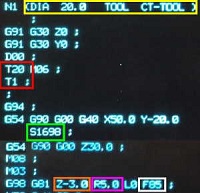
G00とG01簡単な説明
工具交換後、X軸Y軸は同時に加工開始位置までG00で移動
G00 X33.0 Y-56.0
Z軸は単独で安全点までG00で移動
G00 Z110.0
(G00は省略可能)

Z軸をアプローチ点までG00で移動
G00 Z5.0
(G00は省略可能)

Z軸を加工開始点までG01で移動
G01 Z-0.1 F500

X軸を加工開始点までG01で移動
G01 X-33.0 F300
(G01は省略可能、Fに続く数値が同じ場合Fは省略可能)

G00 Z110.0

最後に
G00、G01はよく使うGコードです。
手打ちでプログラムを作成するときに頭で考えず、G00とG01をスムーズに打ち込める練習をしてください。
作成したプログラムを初めて動かす場合、シングルブロックとオーバーライドを使い慎重に操作します。
G00は加工工具や製品だけでなく、機械そのものを壊してしまうのでG00の動作は特に注意が必要です。
自分の勤務先でも、NC加工歴数十年の熟練者が使い慣れた機械のメモリ運転でZ軸を早送り全開のままマイナス方向に突っ込んでしまう事故と
汎用加工歴数十年でNC加工初めての人が新品の機械を使い、手動早送り操作でX軸を動かしチャッキングしたテストピースに軸を突っ込んでしまう事故がありました。
Z軸が突っ込んだ事故は主軸ユニットの交換で数百万円の修理費用がかかりました。

事故は誰にでも起こす可能性があります。
慣れてきたからと言って油断せず、必要な確認作業はしっかりとしましょう。