NCプログラムを編集する作業を紹介します。
最初からNCプログラム全体を編集するのは難しいです。
先日、対話式自動プログラムで作成したプログラムの一部を使って少しだけ編集してみます。
NCプログラム全体の構成
プログラム全体を見ると、ヘッダー、加工、フッターで構成されています。(違う場合もあります)

長いプログラムに見えますが編集する部分は、ほんの少しです。
加工プログラム部の構成
同じく、ヘッダー、加工、フッターで構成されています。
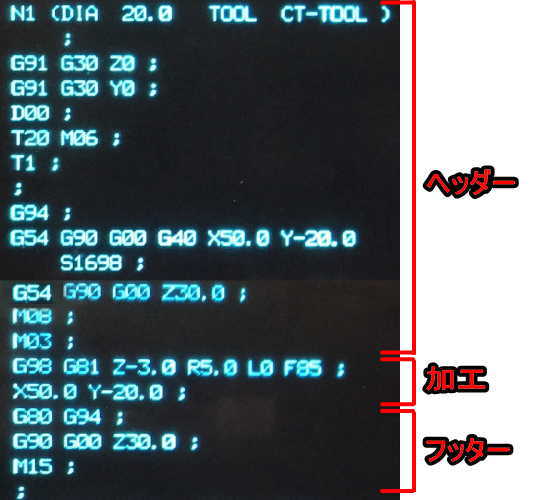
加工指示が1行、加工場所が1行、このプログラムのほとんどは、加工に関係ないプログラムで出来ています。
スターティングドリルのプログラムを編集
自動プログラムで作成したので、ツール番号だけ変更すれば加工できますが、他にも編集が必要な所もあるので書きます。
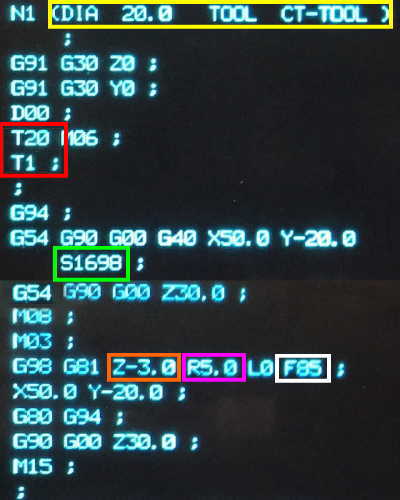
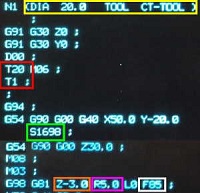
・黄枠部 (DIA 20.0 TOOL CT-TOOL)
加工に使うツールが書いてあります。(カッコ内はプログラムを読み込まない)
取り付けたツールがΦ8.0スターティングドリルなので(8.0SD)などに変更しましょう。
・赤枠部 T20 T1
加工に使うツール番号を指令しています。
最初のT番号(T20)が加工に使うツール番号で、その下のT番号(T1)は次加工に使うツール番号(待機工具)です。
T1 T2など、取り付けたツール番号に変更しましょう。
・緑枠部 S1698
主軸の回転数を指令しています。
加工に使うツールの回転数に変更します。
S1698で良い場合は、S1700など読みやすい数値にしましょう。
・橙枠部 Z-3.0
スターティングドリルの加工深さを指令しています。
1個目はZ-0.05などで加工して、加工位置に間違いがないか確認しましょう。
・桃枠部 R5.0
揉みつけ加工のアプローチ位置を指令しています。
基準面のZ+5.0㎜から指定した送り速度でZ-3.0㎜まで加工します。
R3.0やR1.0に変更して加工時間を短縮しましょう。(加工物に合わせて確実に安全な位置を設定)
・白枠部 F85
揉みつけ加工の送り速度を指令しています。
取り付けたツールと回転数に合わせて変更しましょう。
他のツールも変更点は、ほぼ同じなので省略します。
最後に
プログラムの流れを簡単に書くと
- 工具交換
- 主軸回転数変更
- 加工位置へ移動
- 主軸回転
- 切削(加工)
- 主軸回転停止
- 原点へ移動
になります。
最初のうちは、この部分がプログラムのこの辺かな、くらいで十分です。
今日編集した部分をスムーズに見つける事が出来るようになりましょう。