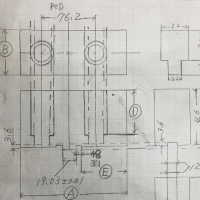
プログラム作成まで
図面から製品が完成するまでに必要な材料、加工箇所、加工に使う機械、加工物の取り付け、ツールなどの工程を検討します。
加工に使う機械がNCフライス盤やマシニングセンターなど、数値制御(Numerical Control)装置で機械を操作する時にNCプログラムが必要になります。
プログラム用語
アドレス
アルファベットをアドレスといいます。
G00 X10.0 Y10.0
(赤文字部がアドレス)
アドレスの中には小数点を使えるアドレスと小数点を使えないアドレスがあります。
小数点を入力する事が可能なアドレス
X Y Z I J K R P Q U V W A B C F(リジットタップ指令で毎回転送り時可能)
小数点を入力するとアラームになるアドレス
O N G S T M F H D L
データ
アドレスに続く数値をデータといいます。
G00 X10.0 Y10.0
(赤文字部がデータ)
ワード
アドレス+データをワードといいます。
G00 X10.0 Y10.0
ブロック
プログラム内の;(EOB)から;(EOB)までの区間をブロックといいます。
G00 X10.0 Y10.0 ;
Z5.0;
G01 Z-5.0 F500;
EOB(End Of Block)は、改行(ブロックの終わり)を意味します。
各ワード説明
O番号(プログラムナンバー)
プログラムに付ける番号です。
O0000からO9999で指令しますが機械によっては使えない番号があります。
プログラム番号の後に()を使ってコメントを付ける事が出来ます。
付けたコメントがプログラム一覧に表示されます。
N番号(シーケンスナンバー)
ブロックの先頭に番号を付ける事が出来ます。
N0からN99999で指令します。
プログラムの途中から運転を再開する時に使うので、各工具交換前に加工順で必ず指令しておきましょう。
シーケンス番号は機械の動きに関係ありません。
使う順序は任意で、間が飛んだり同じ番号を使ってもアラームになりません。
G機能(準備機能)
アドレスGに続く数値により、そのブロックの指令がどのような意味を持つかを示します。
Gコードには、モーダルGコードとワンショットGコードの二種類があります。
・モーダルGコード
同じグループの他のGコードが指令されるまで有効
(その都度指令が不要なのでプログラムの省略が可能)
・ワンショットGコード
グループ0のGコードは指令されたブロックのみ有効
(その都度指令が必要)
異なるグループであれば、同一ブロックに複数指令が出来ます。
同じグループを同一ブロックに指令した場合、後で指令したGコードが有効になります。
M機能(補助機能)
運転操作時に主軸回転、切削油、工具交換など補助的動作の制御をアドレスMに続く数値で指令します。
Mコードは1ブロックに1つしか使えません。
機械によっては使えないMコードがあるので、機械の仕様書を確認してください。
移動指令と同ブロックで指令した場合
移動指令終了後に動作を開始するMコード(M00 M01 M02 M05 M09 M10 M30 M48 M99)
移動指令と同時に動作を開始するMコード(上記以外)があります。
S機能(主軸回転数の指令)
主軸の回転数 min-1(毎分)をアドレスSに続く数値で指令します。
S100→1分間に100回転
機械によって回転数の制限が違うので、機械の仕様書を確認してください。
S指令は回転数の指令で回転はしません。
主軸回転中に指令して変速する事が出来ます。
F機能(送り速度の指令)
直線補間、円弧補間で移動する速度 mm/minをアドレスFに続く数値で指令します。
F100→1分間に100ミリ
Fコードはモーダルなので、他のFコードが指令されるまで有効です。
T機能(工具選択指令)
ツールマガジンの工具を待機位置への移動をアドレスTに続く数値で指令します。
工具番号とマガジンポット番号が同じ固定番地方式(ランダム方式より工具交換時間が数秒遅い)と
工具番号とマガジンポット番号が変わっていくランダム方式(固定番地方式より工具交換時間が数秒早い)があります。
T01; NO.1の工具を待機位置へ移動します。
M06; 待機位置の工具が主軸に装着されます。
T00;
M06;
と入力しプログラムを起動すると主軸の工具を空にする事ができます。
プログラム構成
メインプログラム
先頭にO番号(プログラムナンバー)があり、M30で終わるプログラムです。
NCは通常メインプログラムの指令に従って動きます。
プログラム作成順序
- 工具交換
- 加工位置まで移動
- 主軸回転数の設定
- 主軸回転
- 切削加工、穴加工
- 安全な位置まで移動
- 主軸停止
- 機械原点へ移動
サブプログラム
先頭にO番号(プログラムナンバー)があり、M99で終わるプログラムです。
M98と呼び出したいプログラムナンバーを指令すると、サブプログラムとして呼び出す事ができます。
(呼び出しプログラムの指令は、OではなくPで指令します)
プログラム例
G81 R3.0 Z-5.0 K0 F_
M98 P11;
G80
サブプログラム
O0011
X10.0Y10.0;
X20.0Y20.0;
M99;
M98;(サブプログラム呼び出し指令)
P11;(呼び出すプログラムナンバー)
続きは後程投稿しますm(_ _)m