
G68座標回転(インクレメンタル)とG69 座標回転キャンセルを使って、ボールエンドミルで内径の特殊な面取りの加工を紹介します。
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G68 | 座標回転 | G68 X_ Y_ R_ | O | 16 |
| G69 | 座標回転キャンセル | G69 | O |
G68 座標回転指令
R 回転角度
Rで指令した場合反時計回りに座標回転
R-で指令した場合時計回りに座標回転
G91インクレメンタルを使って指令した場合、G68を指令した位置が座標回転中心になります。
※G68指令後の最初の動作は回転平面の2軸共に指令、G69指令後の最初の動作はアブソリュート指令、など注意事項が、このほかにもあるので加工に使う機械の仕様書で確認して下さい。
加工内容の確認
15度の面取りと、その角部にC0.5の面取り加工になります。
使う工具はR5.0のボールエンドミルです。
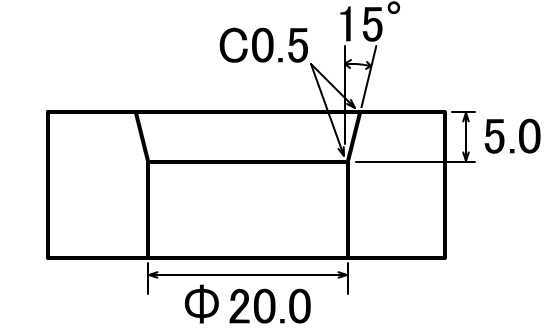
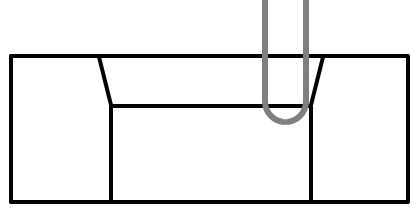
Φ20.0の穴加工が終わった状態から面取り加工を説明していきます。
穴の中心をG68座標回転の中心にするため、穴の中心から加工を始めます。
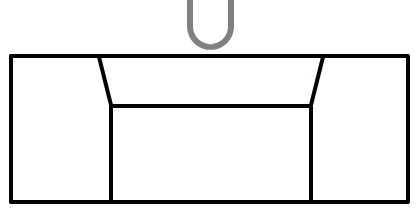
G90でZ方向を加工位置まで移動し、移動後にG91G68で座標を回転
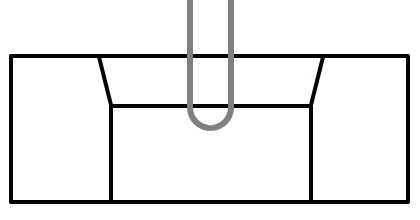
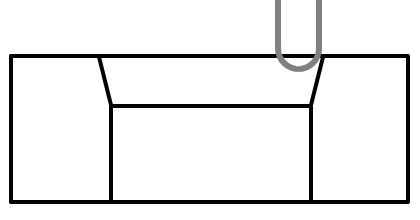
G91のまま下部のC0.5の加工開始位置へ移動
15度面取りの加工開始位置へ移動
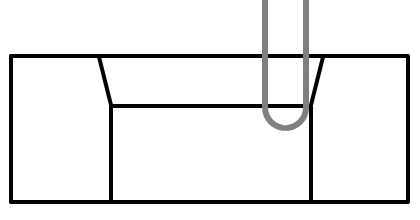
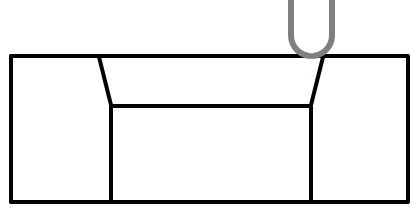
上部のC0.5の加工開始位置へ移動
面取り加工終了位置へ移動
Z方向を安全位置へ移動
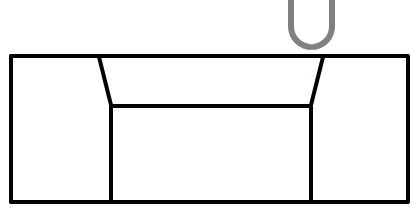
加工開始位置へ移動
ここまでの動きをサブプログラムで作成し、座標回転角度と繰り返し回数で一周加工するプログラムになります。
NCプログラムの作成
NCプログラムのヘッダー部分とフッター部分は省略して加工に必要な部分だけ書いていきます。
メインプログラム
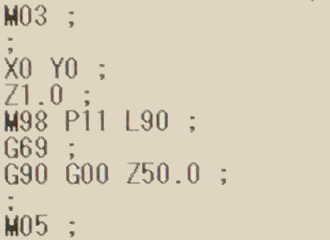
X0 Y0 ; 面取り加工をする穴の中心に移動
Z1.0 ; アプローチ点へ移動
M98 P11 L90 ; O11番のプログラム呼び出しを90回繰返し
G69 ; 座標回転キャンセルで通常の座標状態へ戻す
G90 G00 Z50.0 ; サブプログラム内でG91を使っているのでG90を使って安全点へ移動
座標回転角度を4度に設定したのでサブプログラム呼び出し回数は90回になります。
座標を4度回転して加工×90回=一周加工(360度)
サブプログラム
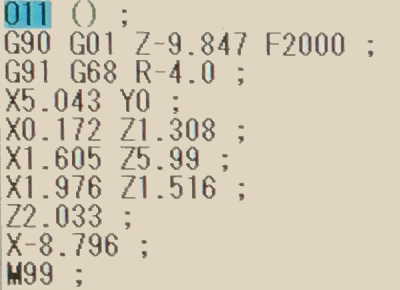
G90 G01 Z-9.847 F2000 ; Z方向加工位置まで移動
G91 G68 R-4.0 ; 現在位置を中心に時計回り方向に4度座標を回転
X5.043 Y0 ; 下部のC0.5の加工開始位置へ移動
X0.172 Z1.308 ; 15度面取りの加工開始位置へ移動
X1.605 Z5.99 ; 上部のC0.5の加工開始位置へ移動
X1.976 Z1.516 ; 面取り加工終了位置へ移動
Z2.033 ; Z方向を安全位置へ移動
X-8.796 ; 加工開始位置へ移動
M99 ; 繰り返し回数がある場合サブプログラムへ、繰り返し回数が無い場合メインプログラムへ移動
G91インクレメンタルを使って増分移動しているので分かりにくいですが、最後はX0 Y0 Z1.0の位置になります。
ボールエンドミルを使って面取り加工
使い古したボールエンドミルで加工したので参考程度にしかなりませんが、4度×90回と2度×180回で加工したので投稿しておきます。

R-4.0XL90で加工した面になります。
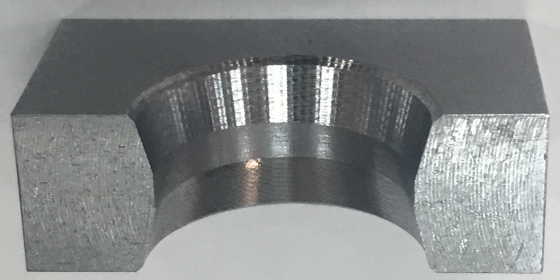
R-2.0XL180で加工した面になります。

最後に
今回加工したのはΦ20mmの1カ所だったので、そこまで加工時間が長いと感じませんでしたが、専用の加工工具に比べると加工時間は長いです。
加工数、加工にかかる時間、専用工具にかかる費用、専用工具を作製する時間などから、どの加工方法が適しているのか状況に合わせて判断出来るようになることが大事です。






はじめまして。お世話になります。
一つ質問させて下さい。
C0.5〜15°面取り〜C0.5で入力している座標はどの様にして求めたのでしょうか?
自分で考えた限りではCAD等を用いて割り出す方法しか考えつきませんでした。
もし計算式等があるのでしたら教えて頂きたく思っています。
よろしくお願い致します。
はじめまして。いつも参考にしてます。
質問ですが、今回の面取りのxyz. の値はcam で算出しているのですか?よろしくお願いします。