半端な角度の面取り加工をするときの使用する工具先端形状の違いによる加工面の違いを紹介します。
加工内容
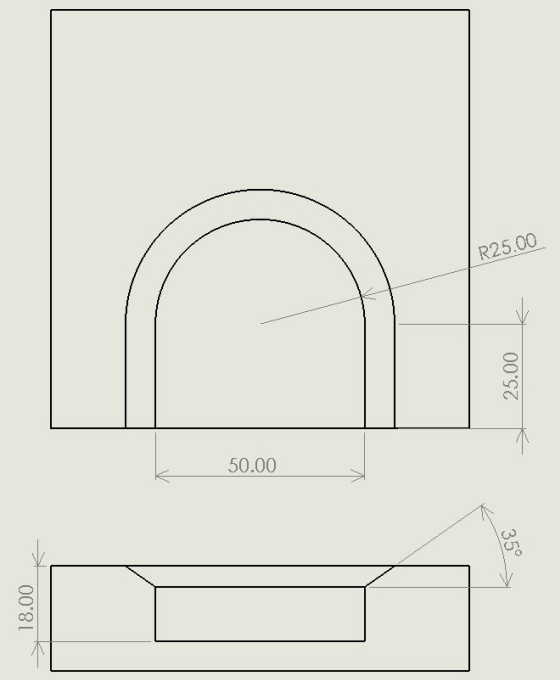
幅50mmの溝加工部の面取り35度をR3.0(Φ6.0)のボールエンドミルを使って加工します。
NCプログラムの作成
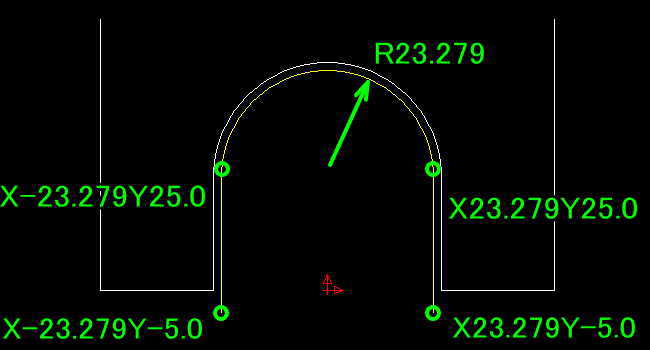
正面から見た面取り加工の形状をCADで作成し、
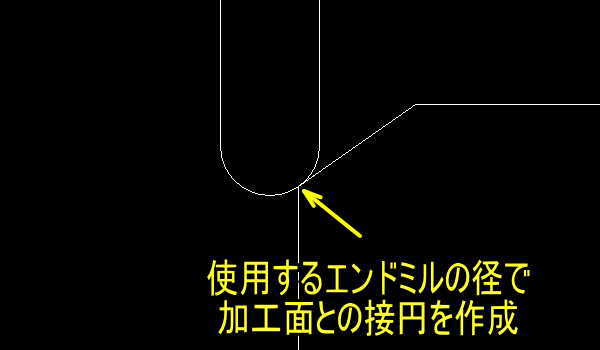
面取り加工面の下部と加工に使うボールエンドミルの形状で接円を作成します。
XYの加工位置
加工原点から、面取り加工面とボールエンドミルの接する位置の中心距離を確認します。
その数値がXの加工位置と半径になります。
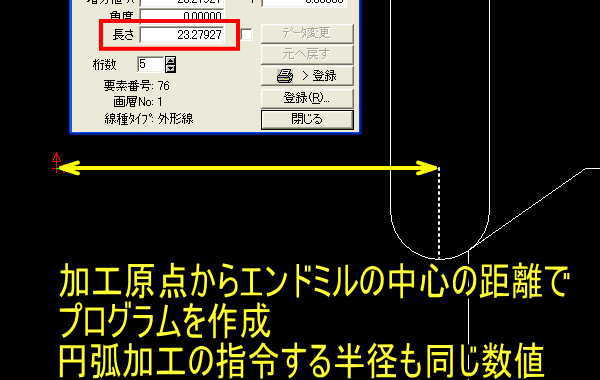
その数値を使ってXとYのNCプログラムを作成します。
Zの加工位置
加工原点から面取り加工面とボールエンドミルの接する位置の先端の距離を確認します。
その数値がZの加工位置になります。
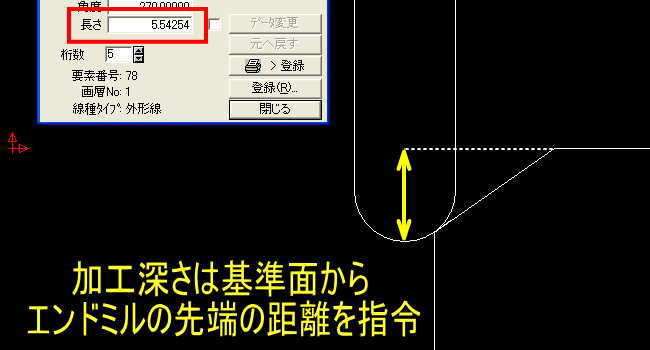
その数値を使って作成したNCプログラムです。
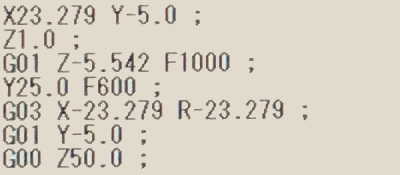
X23.279Y-5.0 ;
Z1.0 ;
G01Z-5.542F1000 ;
Y25.0F600 ;
G03X-23.279R-23.279 ;
G01Y-5.0 ;
G00Z50.0 ;
残りのNCプログラム作成
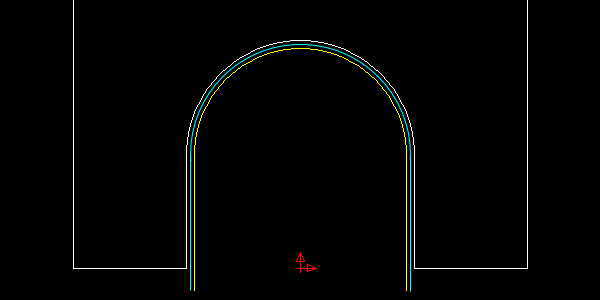
これだけだとボールエンドミルの形になります。

(R6.0のボールエンドミルで一段だけ加工した写真です)
35度になるように段々で加工します。
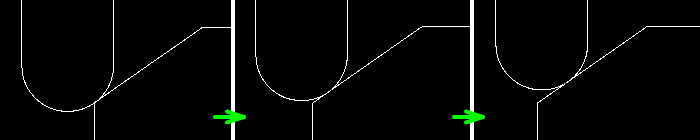
段々で加工をすると画像のように削り残しがでるので
図面に合った面粗度になるように、加工ピッチ、加工回数、削り残し量で検討します。
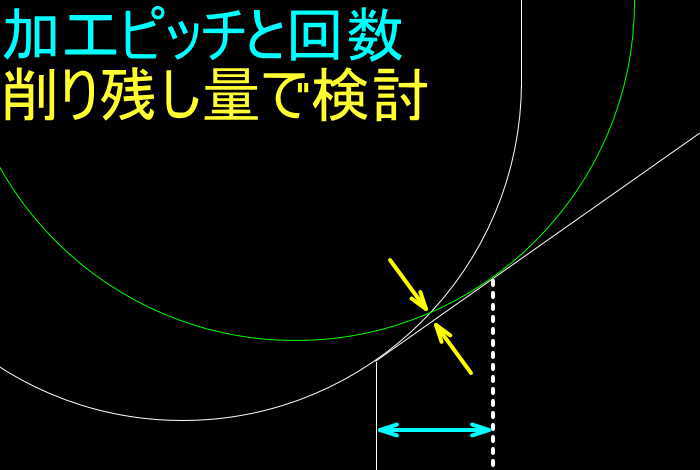
今回はX方向のピッチを1mmで加工します。
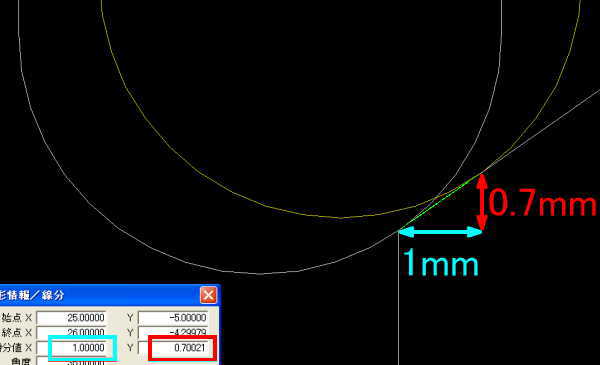
前回の1mm外側を加工するNCプログラムを作成します。
Zは0.7mm浅いプログラムになります。
X23.279がX24.279
R23.279がR24.279
Z-5.542がZ-4.842
になります。
X1.0mm Z0.7mmを繰り返して加工をすると35度の面取りになります。

工具先端形状の違いによる面の違い
加工に使う工具の先端形状で面が変わります。
Φ6.0のエンドミルを使って同じく1mmのピッチで加工をした場合、山の高さが0.582mmになります。
R3.0のボールエンドミルを使って同じく1mmのピッチで加工をした場合、山の高さが0.031mmになります。
R6.0のボールエンドミルを使って同じく1mmのピッチで加工をした場合、山の高さが0.062mmになります。
続きは後程投稿しますm(__)m