3D CAD/CAM/CAEのFusion360でCAMを使った穴加工の設定を紹介します。
入力内容で、固定サイクルのGコードかG00とG01の組み合わせでNCプログラムが作成されます。
種類が多いので、モミツケ(G81)からタッピング(G84)まで紹介します。
3D CAD/CAM/CAEのFusion360は
- 1か月7,700円
- 1年間61,600円(1か月あたり5,134円)
- 3年間166,100円(1か月あたり4,614円)
と、低価格で利用することができます。
また、従業員数10名以下、年間収益10万ドル未満の企業のユーザ向けのスタートアップ企業向けライセンス
非商用目的の個人利用であれば1年間無料ライセンスを使用することができます。
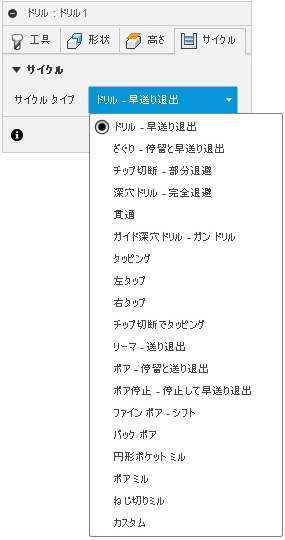
サイクル
穴加工のサイクルを設定をします。

設定項目は
- ドリル-早送り退出
- ざぐり-停留と早送り退出
- チップ切断-部分退避
- 深穴ドリル-完全退避
- 貫通
- ガイド深穴ドリル-ガンドリル
- タッピング
- 左タップ
- 右タップ
- チップ切断でタッピング
- リーマ-送り退出
- ボア-停留と送り退出
- ボア停止-停止して早送り退出
- ファインボア-シフト
- バック ボア
- 円弧ポケット ミル
- ボアミル
- ねじ切りミル
- カスタム
です。
ドリル-早送り退出
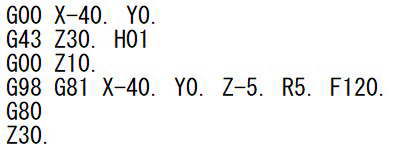
ドリル-早送り退出です。
モミツケや浅い穴加工に使います。
高さで設定をした条件だけでプログラムを作成します。
G81で穴加工のNCプログラムが作成されます。
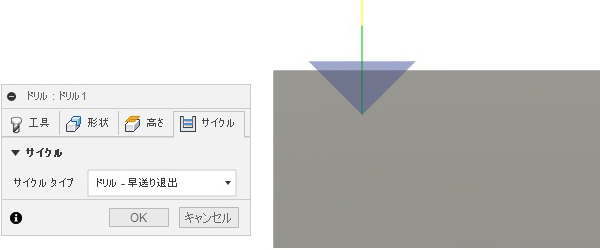
Z5.0からZ-5.0までF120で加工をするNCプログラムです。
ざぐり-停留と早送り退出
ざぐり-停留と早送り退出です。
モミツケやザグリ加工などで、底面に平らな面を作成するときに使います。
高さで設定をした条件と停留時間でNCプログラムを作成します。
G82で穴加工のNCプログラムが作成されます。

Z5.0からZ-5.0までF120で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。

0Sで設定した場合

G81で作成されました。

チップ切断-部分退避
チップ切断-部分退避です。
切粉を切断しながら穴加工をするときに使います。
高さで設定をした条件と
- ペック深さ
- ペック深さ短縮
- 最小ペック深さ
- 累積ペック深さ
- チップ切断長さ
- 停留時間
でNCプログラムを作成します。
高さで設定した穴加工深さより
- 累積ペック深さが深い場合G73でNCプログラムが作成されます。
- 累積ペック深さが浅い場合G00とG01でNCプログラムが作成されます。
- 退避前に停留を設定した場合G00とG01でNCプログラムが作成されます。
(累積ペック深さが深くても浅くてもG00とG01で作成)
累積ペック深さに達すると
退避高さまで工具先端が移動
退避高さ移動前より2mm浅い位置まで移動
穴加工再開
と動きます。
G73で作成するプログラムでは、ペック深さ短縮、最小ペック深さ、チップ切断長さの設定は不要です。
G73でNCプログラム作成
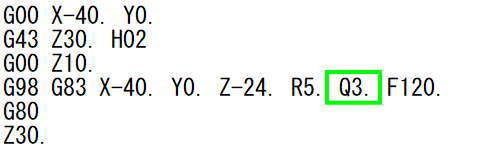
高さで設定をした条件とペック深さでNCプログラムを作成します。
高さで設定した穴加工深さより累計ペック深さを深く設定したので、G73でNCプログラムが作成されます。
ドリルの肩が1mm抜ける深さです。

1回の切込み量をペック深さで設定します。
G73で作成するので、累積ペック深さを高さで設定した24より大きい数値を入力します。

Z5.0からZ-24.0まで3.0の切込みでF120で加工をするNCプログラムです。

G00とG01でNCプログラム作成
高さで設定をした条件とペック深さ、ペック深さ短縮、最小ペック深さ、累積ペック深さ、チップ切断長さでNCプログラムを作成します。
累計ペック深さに達すると、一度送り高さまで移動します。G00とG01でNCプログラムが作成されます。
(G73で作成されるプログラムより長いプログラムになります。)
どのようなNCプログラムになるか分かりやすいように加工深さを30mmに設定します。

条件は
- ペック深さ5mm
- ペック深さ短縮1mm
- 最小ペック深さ3mm
- 累積ペック深さ10mm
- チップ切断長さ0.1mm
で設定しました。

動きは
ペック深さに設定した5mm加工
座標はZ-5.0
チップ切断長さに設定した0.1mm戻り
座標はZ-4.9
ペック深さ短縮に設定した1mm短縮された4mm加工
(ペック深さ5mm-ペック深さ短縮1mmで4mm)
座標はZ-9.0
チップ切断長さに設定した0.1mm戻り
座標はZ-8.9
ペック深さ短縮に設定した1mm短縮された3mm加工
(ペック深さ5mm-ペック深さ短縮1mm-ペック深さ短縮1mmで3mm)
座標はZ-12.0
最小ペック深さの3mmになったので、この後は3mmずつ加工をします。
チップ切断長さに設定した0.1mm戻り
座標はZ-11.9
最小ペック深さ3mm加工
座標はZ-15.0
累計ペック深さが10mmに達したので、退避高さへ移動
座標はZ10.0
を繰り返します。

停留時間を設定した場合、穴加工深さのZ-30mmの次のブロックにG04P1000(1Sで設定)が入ります。
深穴ドリル-完全退避
深穴ドリル-完全退避です。
切粉を切断し、毎度送り高さまで移動しながら穴加工をするときに使います。
高さで設定をした条件と
- ペック深さ
- ペック深さ短縮
- 最小ペック深さ
- 停留時間
でNCプログラムを作成します。
停留時間を設定しない場合G83でNCプログラムが作成されます。
停留時間を設定した場合G00とG01でNCプログラムが作成されます。
停留時間を設定した場合ペック深さ短縮と最小ペック深さが有効になります。
G73でNCプログラム作成
高さで設定をした条件とペック深さでNCプログラムを作成します。
停留時間を設定しないので、G83でNCプログラムが作成されます。
ドリルの肩が1mm抜ける深さです。
1回の切込み量をペック深さで設定します。
G83で作成するので、退避の前の停留の設定をしません。
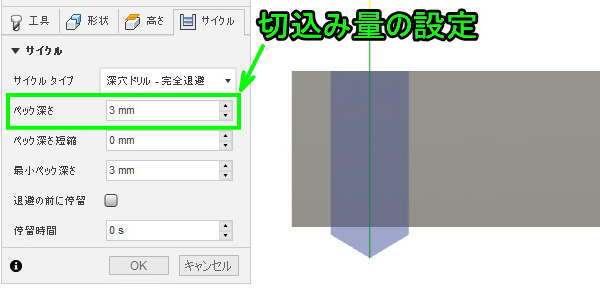
Z5.0からZ-24.0まで3.0の切込みでF120で加工をするNCプログラムです。
3.0切り込んだ後は、送り高さの5.0まで移動します。
Z-3.0(切削送り)
Z5.0(早送り)
Z-2.875(早送り)
Z-6.0(切削送り)
Z5.0(早送り)
Z-5.875(早送り)
Z-9.0(切削送り)
Z5.0(早送り)
を繰り返します。
G00とG01でNCプログラム作成
高さで設定をした条件とペック深さ、ペック深さ短縮、最小ペック深さ、停留時間でNCプログラムを作成します。
G00とG01でNCプログラムが作成されます。
(G83で作成されるプログラムより長いプログラムになります。)
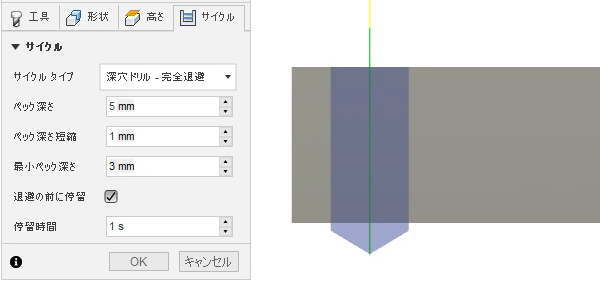
動きは
ペック深さに設定した5mm加工
座標はZ-5.0
送り高さへ移動
座標はZ5.0
ペック深さ短縮に設定した1mm短縮された4mm加工
(ペック深さ5mm-ペック深さ短縮1mmで4mm)
座標はZ-9.0
送り高さへ移動
座標はZ5.0
ペック深さ短縮に設定した1mm短縮された3mm加工
(ペック深さ5mm-ペック深さ短縮1mm-ペック深さ短縮1mmで3mm)
座標はZ-12.0
最小ペック深さの3mmになったので、この後は3mmずつ加工をします。
送り高さへ移動
座標はZ5.0
を繰り返し、穴加工深さのZ-24mmの次のブロックにG04P1000(1Sで設定)が入ります。

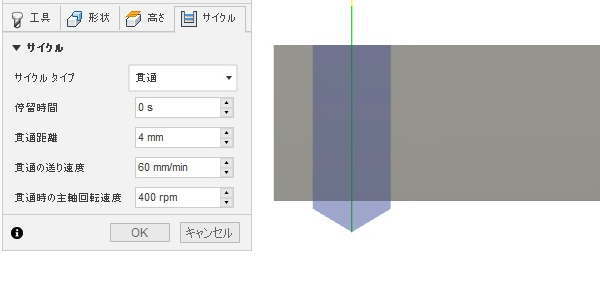
貫通
貫通です。
貫通穴加工で、抜け際に回転と送りを落とすときに使います。
高さで設定をした条件と
- 停留時間
- 貫通距離
- 貫通の送り速度
- 貫通時の主軸回転速度
でNCプログラムを作成します。
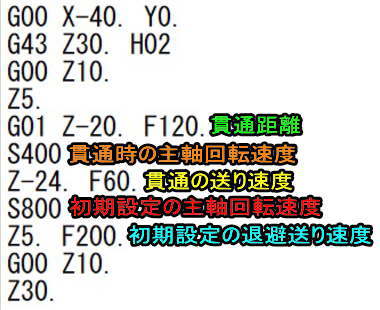
G01でNCプログラムが作成されます。
動きは
穴加工深さの4mm浅い位置まで加工(貫通距離4mm)
貫通時の主軸回転速度に変更
貫通送り速度に変更して穴加工深さまで加工
初期設定の主軸回転速度に変更
初期設定の退避送り速度に変更して送り高さへ移動
になります。
停留時間を設定した場合、穴加工深さのZ-24mmの次のブロックにG04P1000(1Sで設定)が入ります。
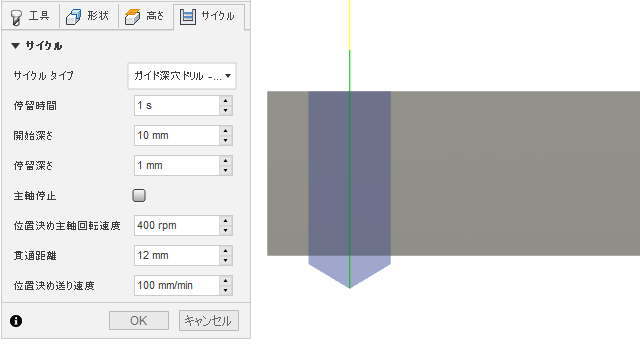
ガイド深穴ドリル-ガンドリル
ガイド深穴ドリル-ガンドリルです。
短いドリルやエンドミルなどでガイドを作った穴を加工するときに使います。
高さで設定をした条件と
- 停留時間
- 開始深さ
- 停留深さ
- 主軸停止
- 位置決め主軸回転速度
- 貫通距離
- 位置決め送り速度
でNCプログラムを作成します。
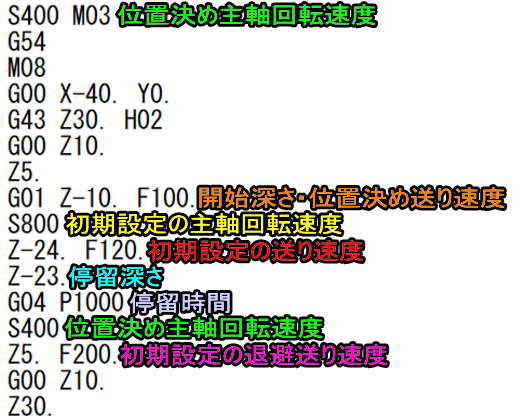
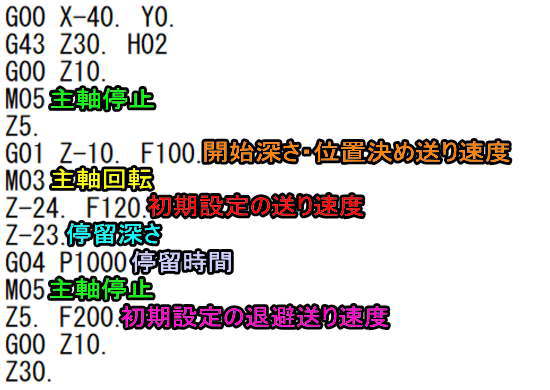
G01でNCプログラムが作成されます。
動きは
送り高さから開始深さ(ガイド穴深さ)まで位置決め主軸回転速度、送り速度で移動
座標はZ5.0からZ-10.0へ
開始深さ(ガイド穴深さ)から加工深さまで、初期設定の主軸回転速度、送り速度で移動
座標はZ-10.0からZ-24.0へ
加工深さから停留深さまで、初期設定の主軸回転速度、送り速度で移動
座標はZ-24.0からZ-23.0へ
停留深さで1秒停留
座標はZ-23.0
停留深さから送り高さまで、位置決め主軸回転速度、送り速度で移動
座標はZ-23.0からZ5.0へ
になります。
主軸停止にチェックを入れた場合
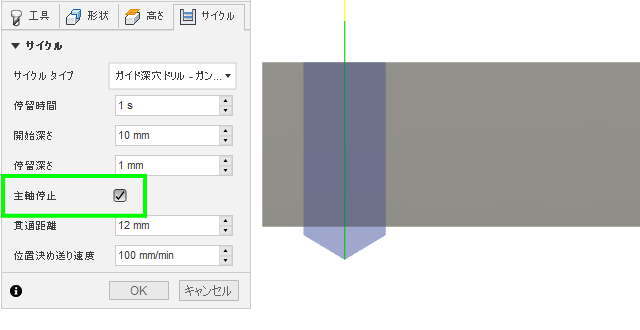
位置決め主軸回転速度が主軸停止の動きに変わります。
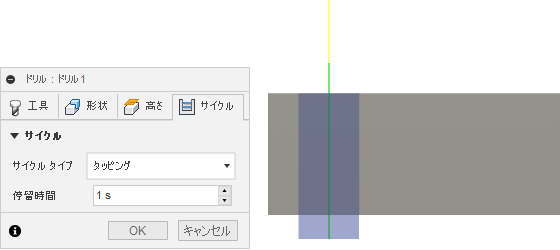
タッピング
タッピングです。
タップなどを使ったねじ加工をするときに使います。
- 高さで設定をした条件
- 工具の設定したピッチ
- 停留時間
でNCプログラムを作成します。
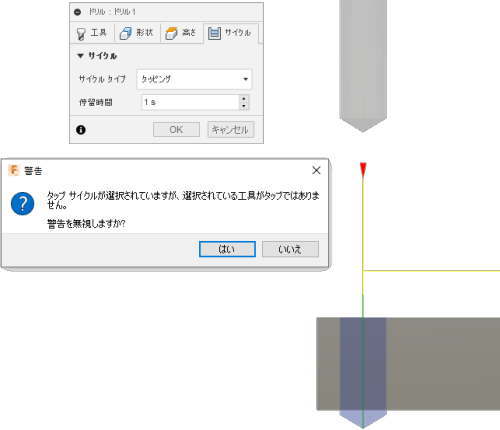
G74(左)、G84(右)でNCプログラムが作成されます。
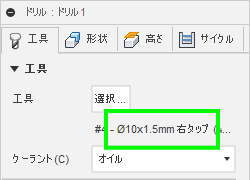
工具で設定したタップでG74かG84が選択されます。
- 工具設定で左タップを選択した場合G74でNCプログラムが作成
- 工具設定で右タップを選択した場合G84でNCプログラムが作成
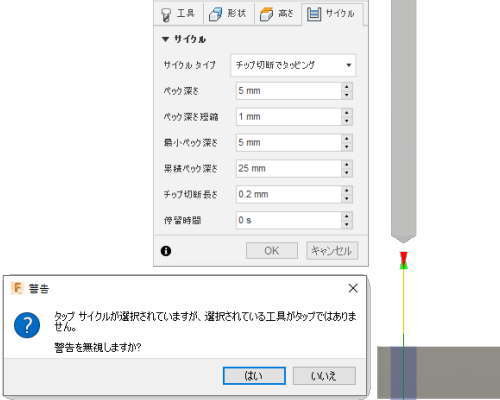
- 工具設定でタップ以外を選択した場合アラームになります。
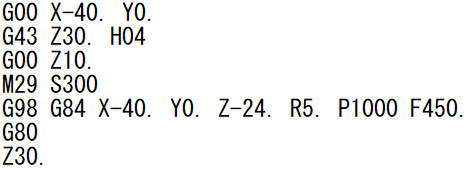
工具を右タップに設定したのでG84が選択されました。
Z5.0からZ-24.0までF450で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
動きは
送り高さへ移動
座標はZ5.0
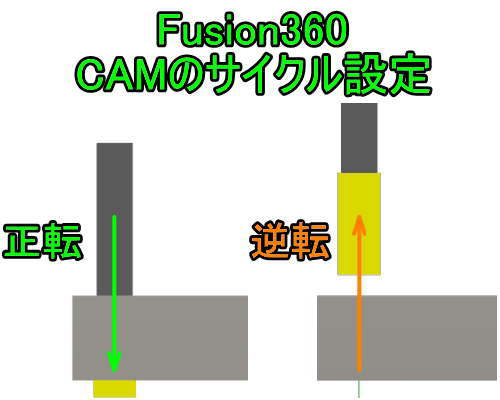
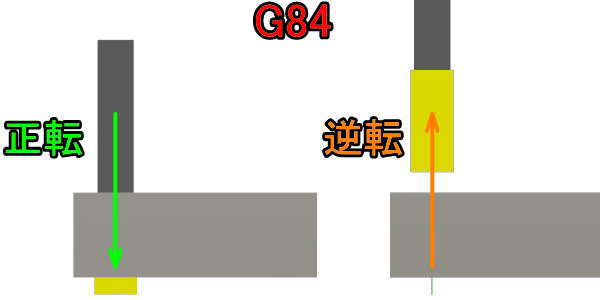
加工深さへ主軸の回転が正転でF450で移動
座標はZ5.0からZ-24.0へ
加工深さで1秒停留
座標はZ-24.0
送り高さへ主軸の回転が逆転でF450で移動
座標はZ-24.0からZ5.0へ
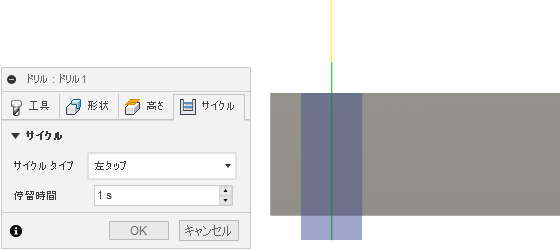
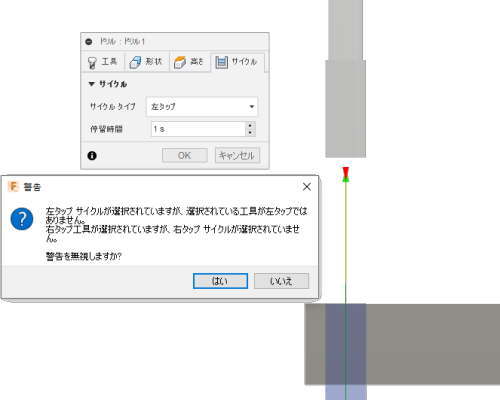
左タップ
左タップです。
左タップなどを使ったねじ加工をするときに使います。
- 高さで設定をした条件
- 工具の設定したピッチ
- 停留時間
でNCプログラムを作成します。
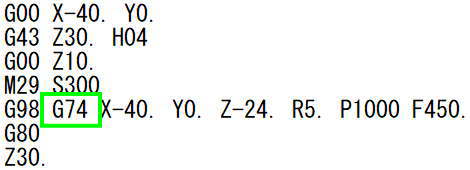
G74(左)でNCプログラムが作成されます。
工具設定で左タップ以外を選択した場合アラームになります。
左タップなのでG74(左)で
Z5.0からZ-24.0までF450で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
動きは
送り高さへ移動
座標はZ5.0
加工深さへ主軸の回転が逆転でF450で移動
座標はZ5.0からZ-24.0へ
加工深さで1秒停留
座標はZ-24.0
送り高さへ主軸の回転が正転でF450で移動
座標はZ-24.0からZ5.0へ

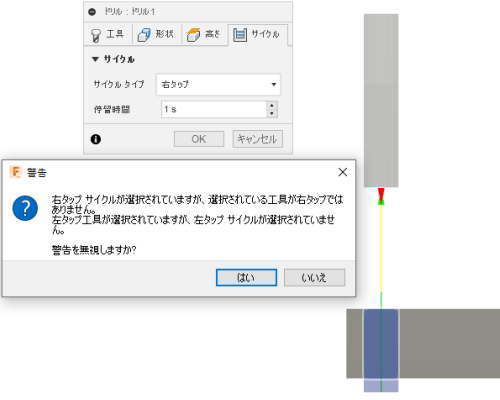
右タップ
右タップです。
右タップなどを使ったねじ加工をするときに使います。
- 高さで設定をした条件
- 工具の設定したピッチ
- 停留時間
でNCプログラムを作成します。
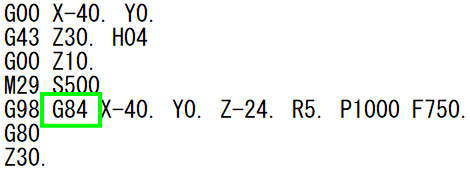
G84(右)でNCプログラムが作成されます。
工具設定で右タップ以外を選択した場合アラームになります。
右タップなのでG84(右)で
Z5.0からZ-24.0までF450で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
動きは
送り高さへ移動
座標はZ5.0
加工深さへ主軸の回転が正転でF450で移動
座標はZ5.0からZ-24.0へ
加工深さで1秒停留
座標はZ-24.0
送り高さへ主軸の回転が逆転でF450で移動
座標はZ-24.0からZ5.0へ
チップ切断でタッピング
チップ切断でタッピングです。
切粉を切断しながらねじ加工をするときに使います。
高さで設定をした条件と
- ペック深さ
- ペック深さ短縮
- 最小ペック深さ
- 累積ペック深さ
- チップ切断長さ
- 停留時間
でNCプログラムを作成します。
高さで設定した穴加工深さより
累積ペック深さが深い場合タップサイクル(G74・G84)でNCプログラムが作成されます。
累積ペック深さが浅い場合NCプログラムが作成されません。
(いくつかのポストで確認)
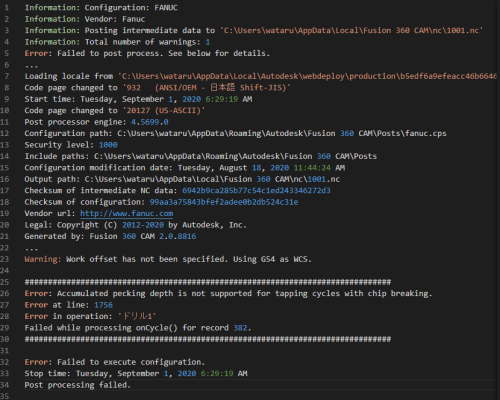
高さとサイクルで項目が違うので注意が必要です。

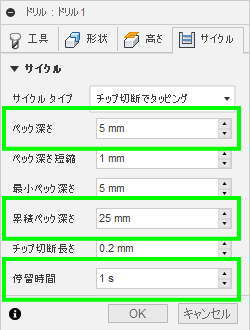
タップサイクル(G74・G84)でNCプログラムを作成する場合
緑枠部のペック深さ、累積ペック深さ、停留時間を設定します。
累積ペック深さが浅い場合NCプログラムが作成されませんでした。
(動作はチップ切断-部分退避と同じではないかと思います。)
工具で設定したタップでG74かG84が選択されます。
- 工具設定で左タップを選択した場合G74でNCプログラムが作成
- 工具設定で右タップを選択した場合G84でNCプログラムが作成
- 工具設定でタップ以外を選択した場合アラームになります。
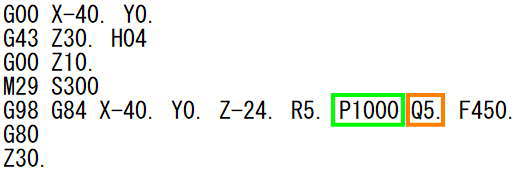
右タップで設定したのでG84(右)で
Z5.0からZ-24.0までF450で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
ペック深さを5mmで設定したのでQ5.が入ります。
動きは
送り高さへ移動
座標はZ5.0
主軸の回転が正転でF450で5.0加工
座標はZ5.0からZ0へ
主軸の回転が逆転でF450で1.0戻り
座標はZ0からZ1.0へ
主軸の回転が正転でF450で5.0加工
座標はZ1.0からZ-5.0へ
を加工深さまで繰り返します。
加工深さで1秒停留
座標はZ-24.0
送り高さへ主軸の回転が逆転でF450で移動
座標はZ-24.0からZ5.0へ
※戻り量は機械で変わります。機械のパラメータで送り高さまで戻るなど設定できます。
最後に
複数のパーンがあって覚えるのが大変ですが、同じパターンを使用することが多くなるので
よく使うサイクルはスムーズに操作ができた方がいいと思います。
タップサイクルは注意が必要です。
タップサイクルは、加工に使う機械、リジットタップ、タップホルダー、などで条件や動作が変わるので十分に注意してください。
シミュレーターでの動作、エアーカットでテスト動作、本加工での動作に違いが出る場合があります。