3D CAD/CAM/CAEのFusion360でCAMを使った穴加工の設定を紹介します。
入力内容で、固定サイクルのGコードかG00とG01の組み合わせでNCプログラムが作成されます。
リーマ(G85)から、ねじ切りサイクルまで紹介します。
モミツケ(G81)からタッピング(G84)はこちらのページです。
サイクル
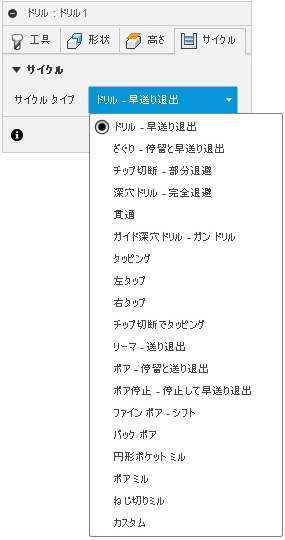
穴加工のサイクルを設定をします。

設定項目は
- ドリル-早送り退出
- ざぐり-停留と早送り退出
- チップ切断-部分退避
- 深穴ドリル-完全退避
- 貫通
- ガイド深穴ドリル-ガンドリル
- タッピング
- 左タップ
- 右タップ
- チップ切断でタッピング
- リーマ-送り退出
- ボア-停留と送り退出
- ボア停止-停止して早送り退出
- ファインボア-シフト
- バック ボア
- 円弧ポケット ミル
- ボアミル
- ねじ切りミル
- カスタム
です。
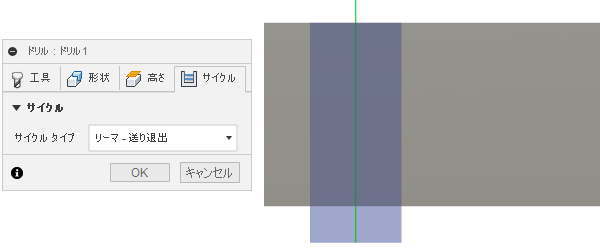
リーマ-送り退出
リーマ-送り退出です。
リーマやボーリング加工などに使います。
高さで設定をした条件だけでプログラムを作成します。
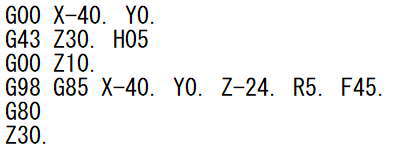
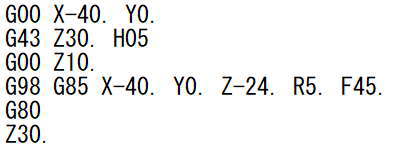
G85で穴加工のNCプログラムが作成されます。
Z5.0からZ-24.0までF45で加工をするNCプログラムです。
動きは
Z5.0からZ-24.0までF45で移動
Z-24.0からZ5.0までF45で移動
をします。
ボア-停留と早送り退出
ボア-停留と早送り退出です。
リーマやボーリング加工などに使います。
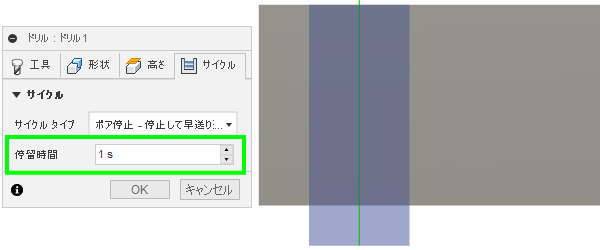
高さで設定をした条件と停留時間でNCプログラムを作成します。
G89で穴加工のNCプログラムが作成されます。
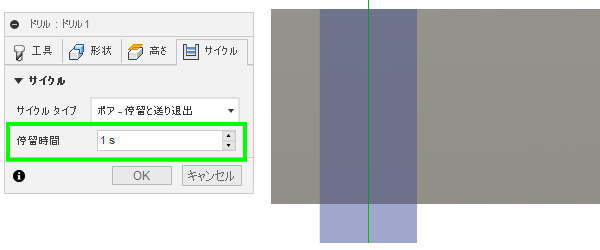
Z5.0からZ-24.0までF45で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
動きは
Z5.0からZ-24.0までF45で移動
Z-24.0で1秒停留
Z-24.0からZ5.0まで早送りで移動
をします。
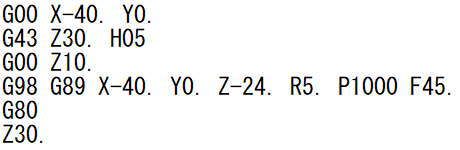
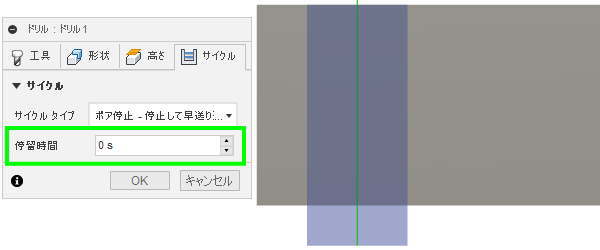
0Sで設定した場合
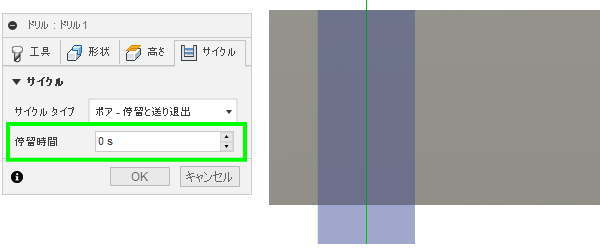
G85で作成されました。
ボア停止-停止して早送り退出
ボア停止-停止して早送り退出です。
リーマやボーリング加工などに使います。
高さで設定をした条件と停留時間でNCプログラムを作成します。
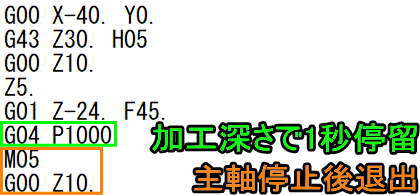
停留時間を設定した場合、G01で穴加工のNCプログラムが作成されます。
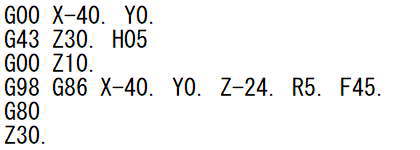
停留時間を0Sに設定した場合、G86で穴加工のNCプログラムが作成されます。
G01でNCプログラム作成
高さで設定をした条件と停留時間でNCプログラムを作成します。
Z5.0からZ-24.0までF45で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000が入ります。
動きは
Z5.0からZ-24.0までF45で移動
Z-24.0で1秒停留
Z-24.0で主軸停止
Z-24.0からZ5.0まで早送りで移動
をします。
G86でNCプログラム作成
高さで設定をした条件と停留時間でNCプログラムを作成します。
Z5.0からZ-24.0までF45で加工をするNCプログラムです。
停留時間を0Sで設定したのでG86で作成されます。
動きは
Z5.0からZ-24.0までF45で移動
Z-24.0で主軸停止
Z-24.0からZ5.0まで早送りで移動
をします。
ファインボア-シフト
ファインボア-シフトです。
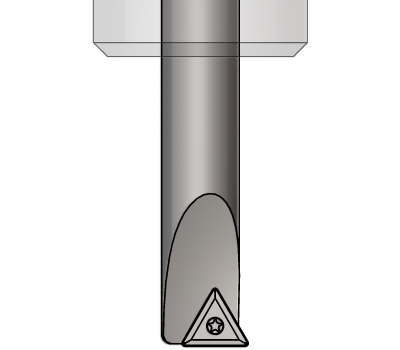
ボーリングの仕上げ加工などに使います。
下の画像のような1枚刃のボアバーで紹介します。
高さで設定をした条件と
- 停留時間
- ボア-シフト
- スピンドルシフト方向
でNCプログラムを作成します。
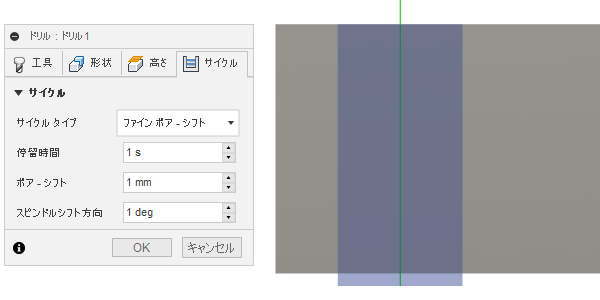
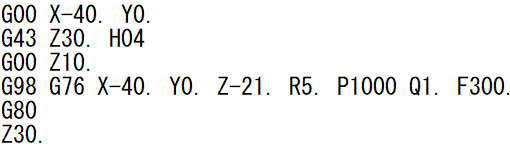
Z5.0からZ-21.0までF300で加工をするNCプログラムです。
停留時間を1Sで設定したのでP1000
ボア-シフトを1mmで設定したのでQ1.
が入ります。
スピンドルシフト方向はプログラムに反映されませんでした。
(ポストで違いがあるのかと思います。)
動きは
Z5.0からZ-21.0までF300で移動
Z-21.0で1秒停留
Z-21.0で主軸回転停止
穴加工位置から1.0シフト方向へ移動
Z-21.0からZ5.0まで早送りで移動
をします。
分かりやすく1mmで設定しましたが、0.1mmなど加工面と刃先が接触しない寸法を入力します。
(突き出し量や削り量で0.1mmで接触する場合あり)
大きい数値を入力すると工具の軸と加工面が接触するので注意。
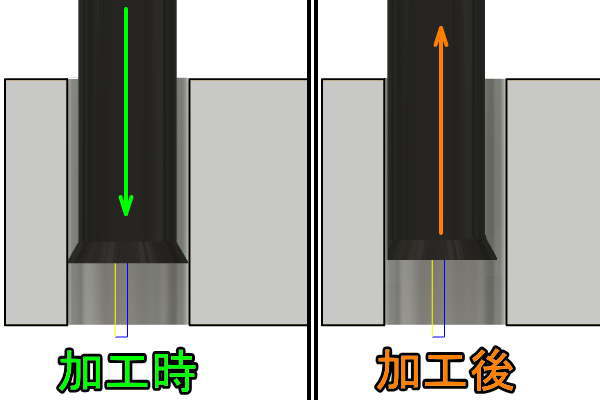
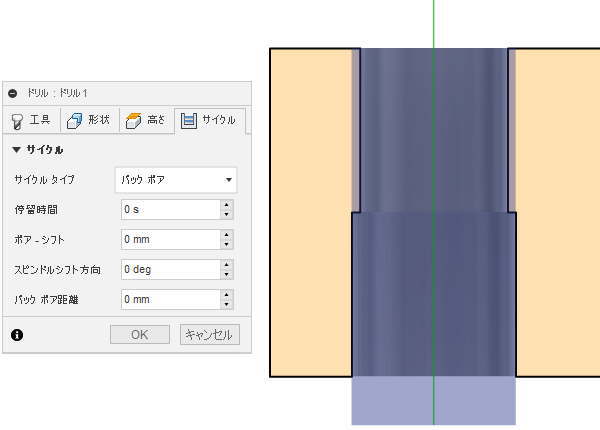
バックボア
バックボアです。
ボーリングの仕上げ、裏ザグリ加工などに使います。
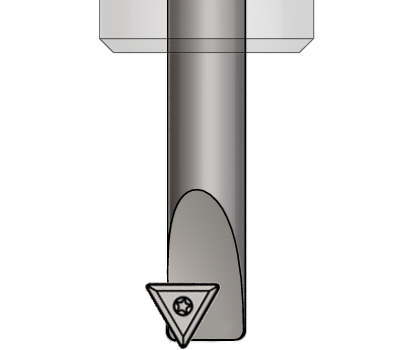
下の画像のような1枚刃のボアバーで紹介します。
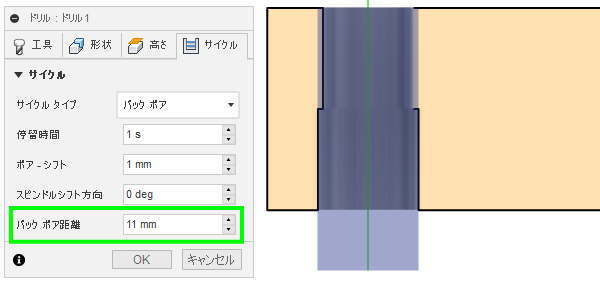
高さで設定をした条件と
- 停留時間
- ボア-シフト
- スピンドルシフト方向
- バックボア距離
でNCプログラムを作成します。
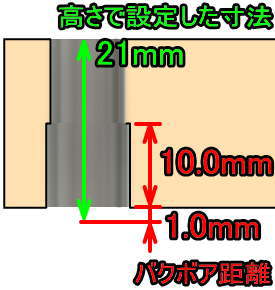
工具の先端から加工面までの距離は5.0mm
裏ザグリ深さ10.0mmとします。
CAD上の工具設定は先端から5mmの位置になっています。
(工具登録時に補正)
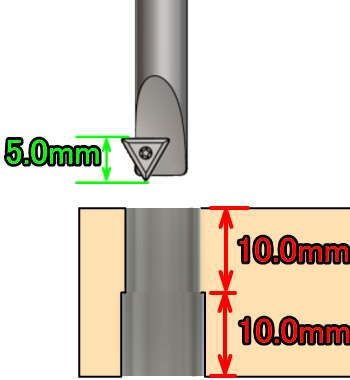
高さ設定で深さを1mm深めに設定をしたので
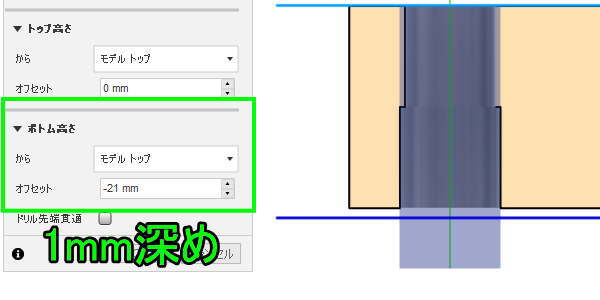
加工深さ10mm+高さ設定の1mmで11mmを入力します。
穴加工位置から1.0シフト方向へ移動
Z10.0からZ-26.0まで早送りで移動
穴加工位置へ移動
Z-26.0で主軸回転
Z-15.0までF300で移動
Z-15.0で1秒停留
Z-15.0で主軸回転停止
穴加工位置から1.0シフト方向へ移動
Z-15.0からZ10.0まで早送りで移動
をします。
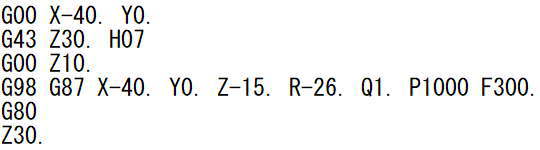
※G99 固定サイクルR点レベル復帰を使用するとR-26.0へ移動して、次の穴位置へ移動するので注意。
※バックボーリング工具には逆回転で加工をする工具もあるので注意。
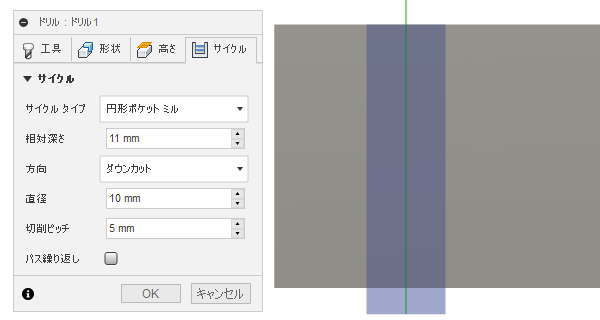
円形ポケットミル
円形ポケットミルです。
エンドミルなどを使って穴径を広げるときに使います。
高さで設定をした条件と
- 相対深さ
- 方向
- 直径
- 切削ピッチ
- パス繰り返し
でNCプログラムを作成します。
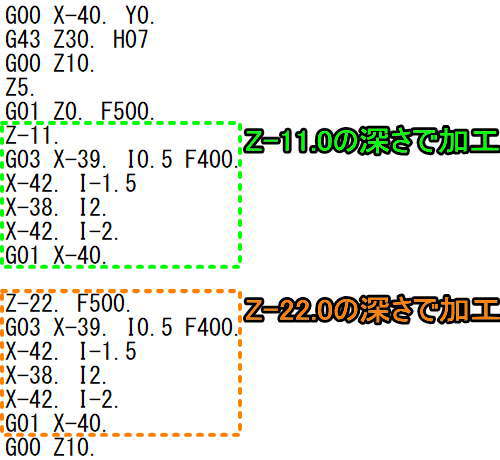
G01とG03(G02)でNCプログラムが作成されます。
動きは
相対深さに設定した11mmへG01で移動
座標はZ-11.0
直径で設定した寸法まで
切削ピッチで設定したピッチで加工(スクロールのような工具パス)
座標はZ-11.0
相対深さに設定した11mmをG01で移動
座標はZ-22.0
直径で設定した寸法まで
切削ピッチで設定したピッチで加工(スクロールのような工具パス)
座標はZ-22.0
退避高さへ移動
座標はZ10.0
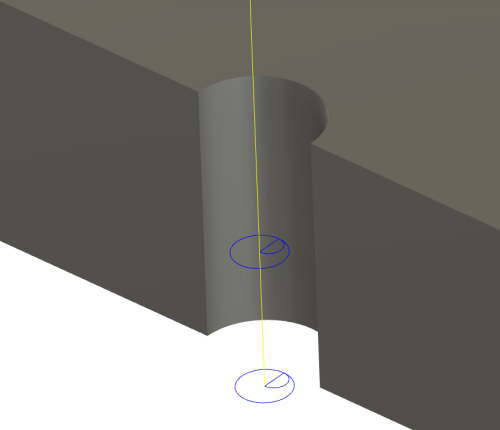
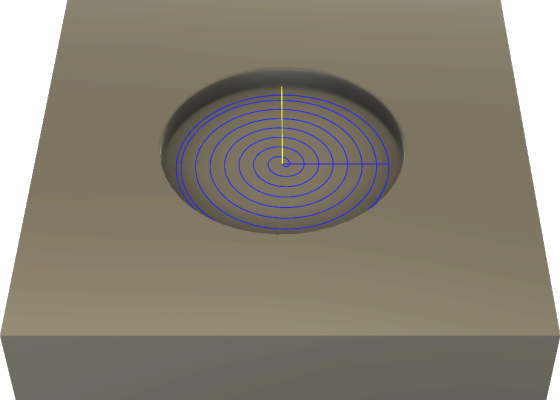
工具パスの画像です。
違う寸法になりますが、直径が大きい場合、下の画像のような工具パスになります。
パス繰り返しにチェックを入れると最終深さで2回加工をします。(ゼロカット)
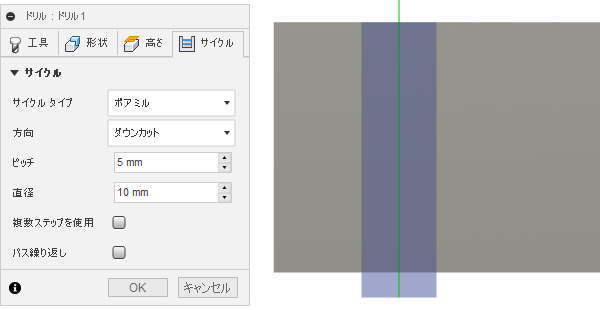
ボアミル
ボアミルです。
スローアウェイ工具やエンドミルなどを使って穴径を広げるときに使います。
高さで設定をした条件と
- 方向
- ピッチ
- 直径
- 複数ステップを使用
- パス繰り返し
でNCプログラムを作成します。
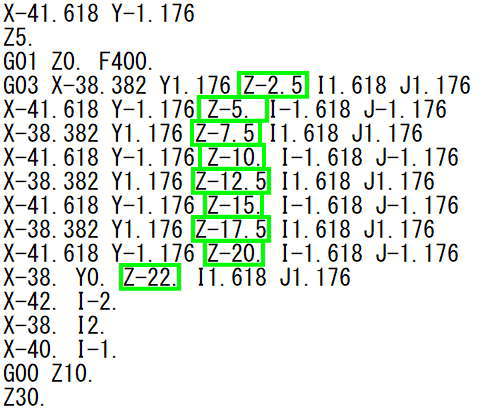
G01とG03(G02)でNCプログラムが作成されます。
動きは
1ブロックで、XYは直径で指定した半分、Zはピッチの半分Z-2.5mmの加工をします。
加工深さまでこの動きを繰り返します。
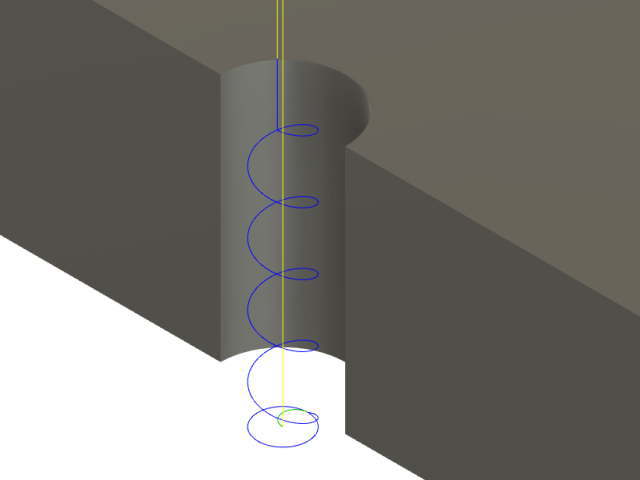
螺旋階段のような工具パスになります。
工具パスの画像です。
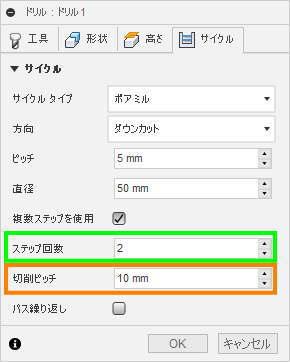
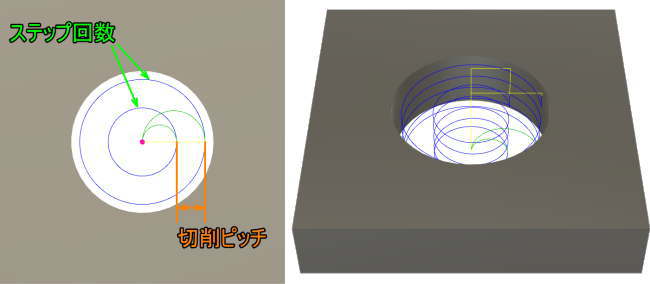
複数ステップを使用する場合、
ステップ回数と切削ピッチを設定します。
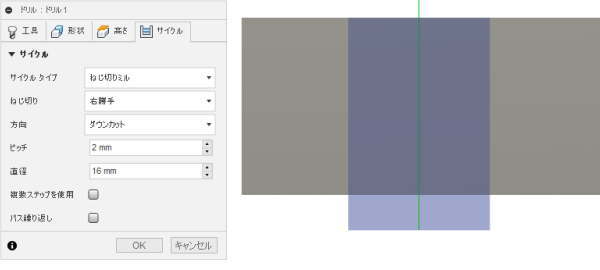
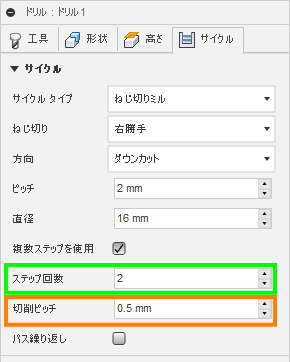
ねじ切りミル
ねじ切りミルです。
ねじ切り工具などを使ってねじ加工をするときに使います。
高さで設定をした条件と
- ねじ切り
- 方向
- ピッチ
- 直径
- 複数ステップを使用
- パス繰り返し
でNCプログラムを作成します。
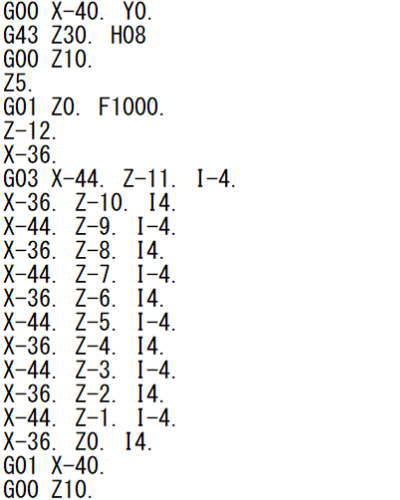
G01とG03(G02)でNCプログラムが作成されます。
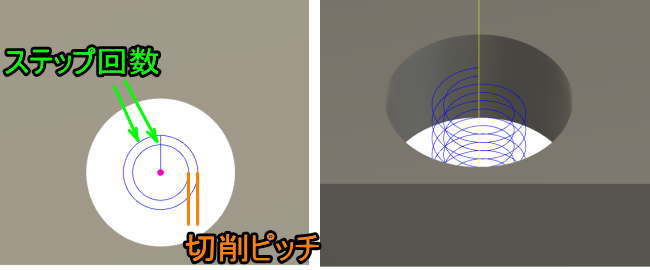
動きは
1ブロックで、XYは直径で指定した半分、Zはピッチの半分Z1.0mmの加工をします。
加工深さまでこの動きを繰り返します。
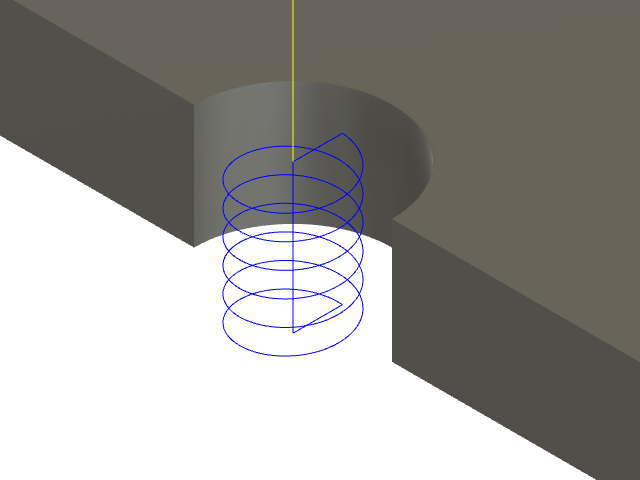
螺旋階段のような工具パスになります。
工具パスの画像です。
複数ステップを使用する場合、
ステップ回数と切削ピッチを設定します。
最後に
機械によってはシミュレーターと違う動きをするものもありそうなので
エアーカットやテスト加工をしてから使用した方が良さそうです。
プログラムの動きのほかに、使用する工具の使用方法にも注意が必要です。