マシニグセンターを使ってM29リジットタップとG84タッピングサイクルでタップ加工をする作業を紹介します。
タップ加工の記事を前に投稿しているので、この記事に書いていないことを書いていきます。
固定サイクルG81G83G84とサブプログラムM98M99を使ってタップ加工
標準タップ加工とリジットタップ加工
G84タッピングサイクルには標準タップ加工とリジットタップ加工があります。
(メーカーによっては、シンクロ、ダイレクト、同期とも呼びます)
標準タップ加工は、主軸の回転と軸の送りが各自独立しています。
リジットタップ加工は、主軸の回転と軸の送りが同期するように制御されます。
主軸の回転と軸の送りが同期するように制御されることで
- ミーリングチャックに直接タップを取り付けることができ、タッパーチャックが不要になる
- 切削条件を上げて加工ができるようになり加工時間の短縮になる
- 加工精度が上がる
- ステップ加工ができるようになり切粉の排出が良くなる
リジットタップ加工は
- タップサイクルの前にM29(リジットタップ)S_(回転数)を指令
- Q_を使って1回の切り込みを指令することでステップ加工ができる
- M03の指令が不要になる
M29 S_
G84 R_ Z_ K0 Q_ F_
X_ Y_
X_ Y_
G80
Qを使ったタップ加工の比較動画です。
タッパーチャックとミーリングチャックでの加工の違い
リジットタップが便利な機能と言っても入力内容を間違えると折損や不良品を作ってしまうので、最初のうちはミーリングチャックで加工せずにタッパーチャックを使って加工しましょう。
タッパーチャックに性能の違いがあるので注意。
今回使用したタッパーチャックはNIKKEN BT50-Z16-135です。
タップサイクルで加工深さを間違えた場合
タップの下穴加工ドリルの深さよりもタップ加工深さが深くなった場合の加工を端材と使い古したM4のスパイラルタップでテスト加工してみました。
下穴加工径Φ3.4mm、加工深さ10.0mmにタッパーチャックとミーリングチャックに取り付けたM4スパイラルタップで
タップ加工深さ9.5mm・10.0mm・10.5mm・11.0mm・11.5mmで加工。
タッパーチャックにM4スパイラルタップを取り付けて加工
最後までタップは折れずに加工することができました。

| 加工深さ | 実測値 |
|---|---|
| 9.5mm | 7.2mm |
| 10.0mm | 7.7mm |
| 10.5mm | 8.2mm |
| 11.0mm | 8.2mm |
| 11.5mm | 8.2mm |
ミーリングチャックにM4スパイラルタップを取り付けて加工
10.5mmを加工したところで折れてしまいました。
主軸回転速度と軸送り速度を間違えた場合
主軸回転速度と軸送り速度を間違えてしまった場合の加工を端材と使い古したM4のポイントタップでテスト加工してみました。
タッパーチャックとミーリングチャックに取り付けたM4ポイントタップで主軸回転数をS300、軸送り速度をF140・F280、深さは8.0mmで加工。
タッパーチャックにM4ポイントタップを取り付けて加工
タッパーチャック本体が伸縮しているのが分かります。
| 送り速度 | 実測値 |
|---|---|
| F210(正常) | 4.5mm |
| F140(軸送り遅い) | 6.5mm |
| F280(軸送り早い) | 3.0mm |
主軸回転速度に対して軸送り速度が遅かった場合、機械が加工深さに達するまでの時間が長くなり、主軸の回転している時間が増えて加工深さが深くなってしまいました。
主軸回転速度に対して軸送り速度が早かった場合、機械が加工深さに達するまで時間が短くなり、主軸の回転している時間が減って加工深さが浅くなってしまいました。
ミーリングチャックにM4ポイントタップを取り付けて加工

主軸回転速度に対して軸送り速度が遅かった場合、軸送り速度が早かった場合共にネジ山が無くなってしまいました。
(加工中の様子は通常タップ加工と変わりはなかったので動画は省略します)
最後に
タップ加工は、よく使う加工の一つです。
小径加工工具は他の加工工具に比べて折損事故が多く、加工物に致命傷を与えてしまう場合もあります。
折れてしまったタップの除去加工は可能ですが、加工物の大きさ、加工箇所によっては出来ない場合があります。
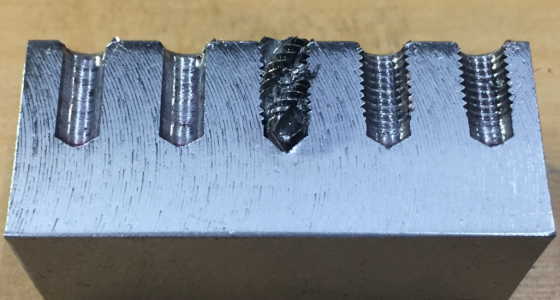
加工に使う機械、タップ、加工物といろいろな組み合わせがあるので、空いた時間に処分するようなタップ、端材を使ってタップが折れる瞬間を目の前で体験したり、タップサイクルを途中で停止させる作業の練習をしてください。
このページで説明に使っている画像のように、材料と材料を合わせた面に加工すると、加工面や折れてしまったタップを取出して直接確認することができます。