G68座標回転(アブソリュート)とG69 座標回転キャンセルを使ってスマートなNCプログラムの作成を紹介します。
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G68 | 座標回転 | G68 X_ Y_ R_ | O | 16 |
| G69 | 座標回転キャンセル | G69 | O |
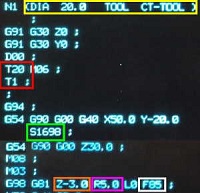
G68 座標回転指令
X- Y- 回転中心の座標(省略した場合、指令した位置が回転の中心になります。)
R 回転角度
Rで指令した場合反時計回りに座標回転
R-で指令した場合時計回りに座標回転
G91インクレメンタルを使って指令した場合、G68を指令した位置が座標回転中心になります。
※G68指令後の最初の動作は回転平面の2軸共に指令、G69指令後の最初の動作はアブソリュート指令、など注意事項が、このほかにもあるので加工に使う機械の仕様書で確認して下さい。
直線指令で機能の確認
短いNCプログラムの加工でG68座標回転を使ってみます。
X0 Y0の位置からX0 Y20.0の位置へ移動するNCプログラム
G00 X0 Y0 ;
Z1.0 ;
G01 Z-0.5 F100 ;
Y20.0 F1000 ;
G00 Z50.0;
に45度 反時計回りに回転する指令を出します。
さっきのNCプログラムの前にG68 X0 Y0 R45.0;
(X0 Y0を中心に反時計回りに45度回転)
後にG69;
(座標回転キャンセル)
を入れます。
G68 X0 Y0 R45.0;
G00 X0 Y0 ;
Z1.0 ;
G01 Z-0.5 F100 ;
Y20.0 F1000 ;
G00 Z50.0;
G69;
二つのNCプログラムを起動した動画です。
座標回転を使って同じグループの加工
円周上に同じグループの加工がある場合、座標回転を使ってスマートなNCプログラムを作成します。
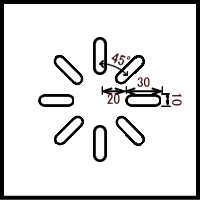
下の図面の溝加工で座標回転を使ったNCプログラムの比較をします。
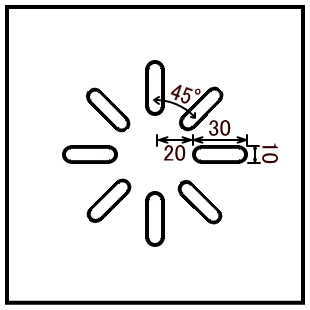
(溝は円周上に等配)
この図面の溝をG68を使わず加工するNCプログラムは各溝の加工に必要な座標を入力します。
X25.0 Y0 ;
Z1.0 ;
G01 Z-0.5 F200 ;
X50.0 F2000 ;
G03 X45.0 Y5.0 R5.0 ;
G01 X25.0 ;
G03 Y-5.0 R5.0 ;
G01 X45.0 ;
G03 X50.0 Y0 R5.0 ;
G01 X45.0 ;
G00 Z50.0 ;
このように溝加工のNCプログラムを8か所分作成します。
文字数は1093文字になります。
この図面の溝をG68を使って加工するNCプログラムは、メインプログラムで座標を回転させてサブプログラムに一か所の溝加工に必要な座標を入力します。
メインプログラム
G68 X0 Y0 R0 ;
M98 P101 ;
G00 Z50.0 ;
G69 ;
G68 X0 Y0 R45.0 ;
M98 P101 ;
G00 Z50.0 ;
G69 ;
このような感じで残り6か所作成します。
サブプログラム
X25.0 Y0 ;
Z1.0 ;
G01 Z-0.5 F200 ;
X50.0 F2000 ;
G03 X45.0 Y5.0 R5.0 ;
G01 X25.0 ;
G03 Y-5.0 R5.0 ;
G01 X45.0 ;
G03 X50.0 Y0 R5.0 ;
G01 X45.0 ;
G00 Z50.0 ;
M99 ;
サブプログラムは1ヶ所目の加工プログラムを作成します。
文字数が380文字になります。
(メインプログラム+サブプログラム)
二つのプログラムを起動した動画です。
最後に
必ずしもスマートなNCプログラムが良いという訳ではありません。
1つの加工方法にこだわりすぎず、複数の加工方法を持ち、状況によって加工方法を使い分けることが大事だと思います。