管用テーパねじ加工RcとPTの違いをタップ加工寸法とネジゲージを使って紹介します。
RcとPTゲージの違い
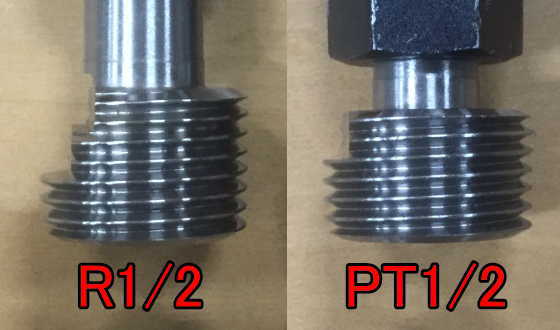
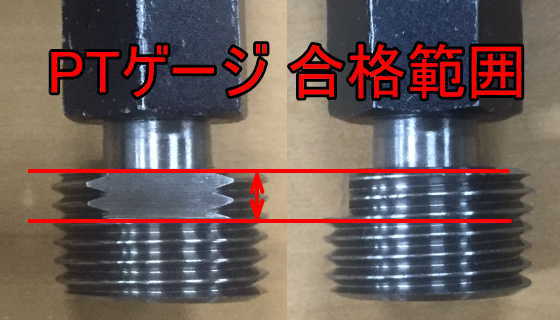
左がR1/2のネジゲージで右がPT1/2ネジゲージの写真です。
(おねじはR、めねじはRcで表します)

Rのネジゲージには2か所切欠きがあり、PTのネジゲージには1か所切欠きがあります。
加工をした めねじにネジゲージを入れて、この切欠きで合否判定をします。
Rゲージ合格範囲
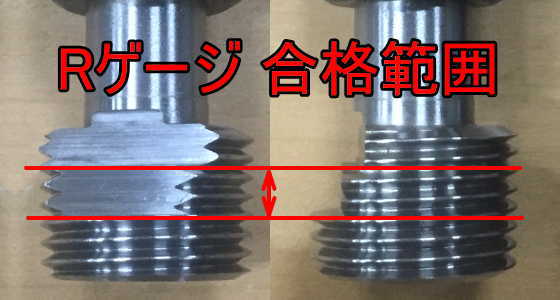
PTゲージ合格範囲
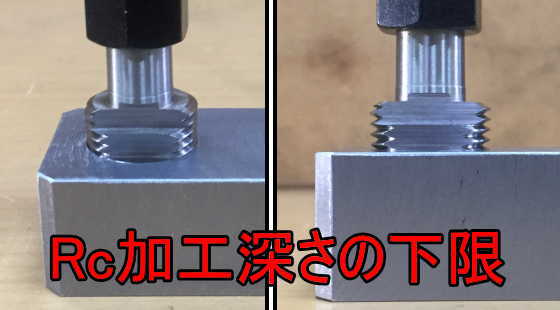
Rc加工深さの下限です。
ネジゲージを止まるまで入れて、ここの切欠きよりも浅いと不合格です。
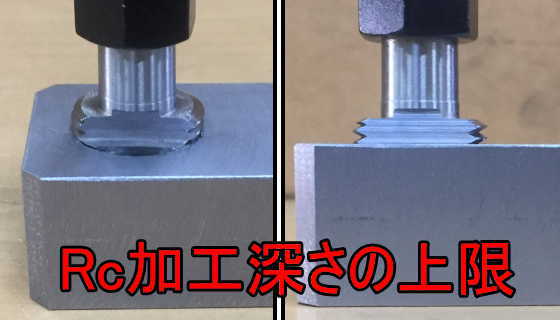
Rc加工深さの上限です。
ネジゲージを止まるまで入れて、ここの切欠きよりも深いと不合格です。
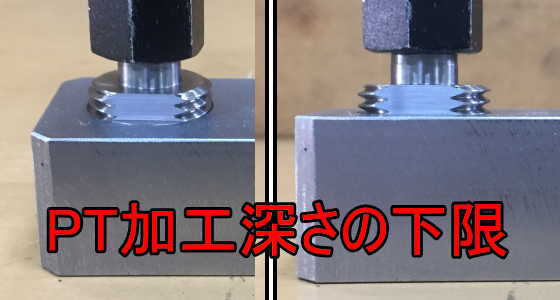
PT加工深さの下限です。
ネジゲージを止まるまで入れて、ここの切欠きよりも浅いと不合格です。
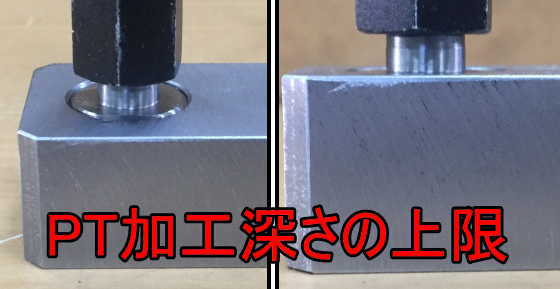
PT加工深さの上限です。
ネジゲージを止まるまで入れて、ここの切欠きよりも深いと不合格です。
Rcタップ S PTタップ PTタップの違い
RcとPTのねじ寸法は同じですが基準位置までの距離が違います。
Rcタップ S PTタップ PTタップ 基準位置までの加工距離
二本並んでいると違いが分かりますが、一本手に持っただけだと気が付かない場合があります。
S PTを使ってPTの加工深さで加工をしてしまうと不合格になります。
S PT1/8は加工深さ10.5mm(基準位置までの距離)なので、PT1/8の加工深さ13.0mm(基準位置までの距離)で加工をすると2.5mm深く加工してしまう事になります。
(逆の場合は浅くなるので手作業で修正可能)

(S PT1/8 PT1/8インタラップタップ)
Rcと書いてあり、ℓ1-10.1と書いてあるので間違えにくいです。
(既存の加工プログラムを使うときは加工深さに注意)

(Rc1/16標準タップ)
RcとPTタップ加工注意点
RcとPTのねじ寸法は同じですがゲージの寸法が違います。
左はRcの下限で深さが決まっているめねじにPTのねじゲージを入れた画像で
右はPTの下限で深さが決まっているめねじにRcのねじゲージを入れた画像です。
RcにPTゲージを入れると深めに入ってしまい
PTにRcゲージを入れると浅め入ってしまいます。
左はRcの上限で深さが決まっているめねじにPTのねじゲージを入れた画像で
右はPTの上限で深さが決まっているめねじにRcのねじゲージを入れた画像です。

RcにPTゲージを入れると深めに入ってしまい
PTにRcゲージを入れると浅め入ってしまいます。
RcとPT加工で、ゲージではなくて取り付ける部品で加工深さを合わせる場合があります。
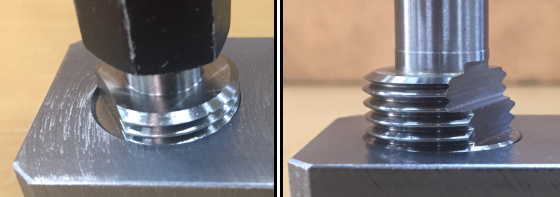
プラグが沈むように加工する場合。

(左はねじゲージの下限、右はねじゲージの上限で加工した画像)
プラグの距離指定がある場合。

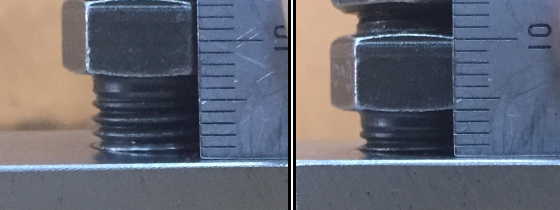
(左はねじゲージの下限、右はねじゲージの上限で加工した画像)
ゲージで検査していれば図面上問題ないですが、使用上問題があって再加工になる場合があるので注意してください。
最後に
テーパーなのでタップが摩耗しているとねじゲージが浅い位置で止まってしまいます。
ねじゲージが浅い位置で止まるだけならまだいいですが、テーパーのタップはストレートのタップよりもネジ山を痛めやすいです。
難削材で新品のタップを使って機械で基準位置まで加工してネジ山を飛ばしてしまった経験があります。
タップ加工用の油を使うのはもちろんですが、機械加工で食付きだけ加工をして、あとは手作業で深さを決めるなど、タップを使った管用テーパねじ加工は慎重に作業してください。
手作業で加工する場合ペイントマーカーでマーキングして加工すると作業が捗ります。

大きい径は相当負荷がかかるのでトルクの弱い機械での作業は注意してください。
この日、PT1で20mmまで加工をしようとしたら、17mmまで加工した所で止まってしまいました。
 |
オーエスジー 管用テーパねじプラグゲージ TG P TG P PT1/8-28 (38511) 価格:17,710円 |
![]()
|
オーエスジー 管用テーパねじプラグゲージ TG P TG P PT1/4-19 (38521) 価格:18,700円 |
![]()