主軸回転数の求め方
主軸回転数計算式
主軸回転数の求めるには、加工に使う工具の切削速度と加工に使う工具径が必要です。
(切削速度はカタログやケースなどに書いてあります)
| n=Vc÷D÷π×1000 | |
|---|---|
| n (min-1) | 主軸回転数 |
| Vc (m/min) | 切削速度(周速) |
| D (mm) | 工具径 |
| π (3.14) | 円周率 |
| 1000 (mm) | mをmm表示にする定数 |
切削速度(周速)÷工具径÷3.14×1000=主軸回転数
例
Φ80のフェイスミルを使って切削速度(周速)150m/minで加工をするときの主軸回転数は
150÷80÷3.14×1000=597
597min-1
主軸回転数を求める簡単計算の場合
切削速度(周速)÷工具径×318.5=主軸回転数
150÷80×318.5=597
597min-1
切削速度(周速)の求め方
切削速度(周速)計算式
加工をしているときの切削速度を求めるには、主軸回転数と加工に使っている工具径が必要です。
| Vc=D×π×n÷1000 | |
|---|---|
| Vc (m/min) | 切削速度(周速) |
| D (mm) | 工具径 |
| π (3.14) | 円周率 |
| n (min-1) | 主軸回転数 |
| 1000 (mm) | mmをm表示にする定数 |
工具径x3.14x主軸回転数÷1000=切削速度(周速)
例
Φ80のフェイスミルを使って主軸回転数600min-1で加工をしているときの切削速度(周速)は
80×3.14×600÷1000=150.72
150.72m/min
切削速度(周速)を求める簡単計算の場合
工具径x主軸回転数÷318.5=切削速度(周速)
80×600÷318.5=150.7
150.7m/min
送り速度の求め方
送り速度計算式
センターツール・ドリルなど
(1回転当たりの送り量)
センターツール・ドリルなどの送り速度を求めるには、主軸回転数と加工に使う工具の1回転当たりの送り量が必要です。
(1回転当たりの送り量はカタログやケースなどに書いてあります)
| vf=fr×n | |
|---|---|
| vf (mm/min) | 送り速度 |
| n (min-1) | 主軸回転数 |
| fr (mm) | 1回転当たりの送り量 |
主軸回転数x1回転当たりの送り量=送り速度
例
Φ6.0のドリルを使って主軸回転数1000min-1、1回転当たりの送り量0.1mmで穴加工をするときの送り速度は
1000×0.1=100
100mm/min
フェイスミル・エンドミルなど
(1刃当たりの送り量x刃数)
フェイスミル・エンドミルなどの送り速度を求めるには、主軸回転数と加工に使う工具の1刃当たりの送り量と加工に使う工具の刃数が必要です。
(1刃当たりの送り量はカタログやケースなどに書いてあります)
| vf=fr×n | |
|---|---|
| vf (mm/min) | 送り速度 |
| n (min-1) | 主軸回転数 |
| fz (mm) | 1刃当たりの送り量 |
| z (刃) | 加工工具の刃数 |
主軸回転数x1刃当たりの送り量x加工工具の刃数=送り速度
例
Φ80(4枚刃)のフェイスミルを使って主軸回転数600min-1で加工をするときの送り速度は
600×0.1×4=240
240mm/min
タップ
タップピッチ
タップの送り速度を求めるには、主軸回転数と加工に使う工具のピッチが必要です。
| vf=fr×n | |
|---|---|
| vf (mm/min) | 送り速度 |
| n (min-1) | 主軸回転数 |
| P (mm) | タップピッチ |
主軸回転数xタップピッチ=送り速度
例
M6(並目)のタップを使って主軸回転数300min-1で加工をするときの送り速度は
300×1=300
300mm/min
ドリル加工深さの求め方
工具径x0.3=ドリル肩寸法
例
Φ10.0のドリルを使って穴加工をするとき図面寸法にドリルの肩寸法
10.0×0.3=3
3mmをプラスして加工。
図面寸法が穴加工深さ20mmの場合、ドリルの先端から23mmで加工。
円周上穴位置計算
半径xcos角度=X
Y÷tan角度=X
例
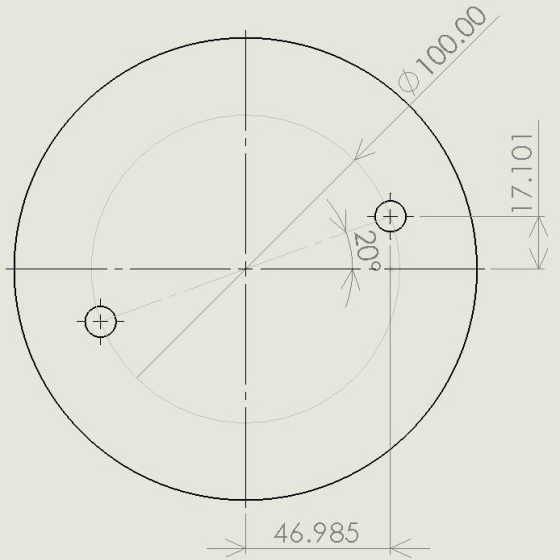
PCD100の円周上20度の位置に穴加工をするときのXの位置は
50xcos20=46.985
Y÷tan20=46.985
半径xsin角度=Y
Xxtan角度=Y
例
PCD100の円周上20度の位置に穴加工をするときのYの位置は
50xsin20=17.101
Xxtan20=17.101