G54~G59ワーク座標系を使ったNCプログラムの加工原点をG52 X_ Y_ Z_の指令を使ってシフトさせ、座標原点を変更することができます。
G52を指令してローカル座標系を設定してもG54~G59のワーク座標系に影響はありません。
(影響はないですが、キャンセルの操作をするまでG54~G59の座標系がシフトした状態のままになります)
G52ローカル座標系の説明
| Gコード | 意味 | 使い方 | 区分 | グループ |
|---|---|---|---|---|
| G52 | ローカル座標系設定 | G52 X_ Y_ Z_
G52 X0 Y0 Z0でキャンセル |
B | 00 |
- G54~G59のいずれかで現在選択しているワーク座標系だけでなく、選択されていないG54~G59すべてのワーク座標系に対しても有効になります。
- G52指令後、最初の移動指令はアブソリュートで指令します。
- 工具径補正指令中(G41、G42)にG52を指令すると一時的にオフセットキャンセルになります。
- G52 X0 Y0 Z0の指令でローカル座標系がキャンセルされて元のワーク座標系に戻ります。
- 手動で原点復帰の作業をするとローカル座標系がキャンセルされて元のワーク座標系に戻ります。
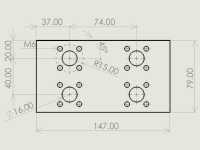
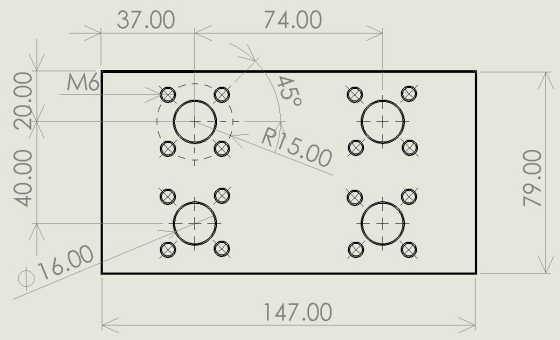
G52ローカル座標系を使った穴加工例
下の図面のM6のような同じパターンの穴位置をG52で、もみつけ加工をしてみます。
G52ローカル座標系を使わないNCプログラム
まずは、図面(加工物)の左上を加工原点に直接の座標でNCプログラムです。
(動作確認のためZ+0.1になっています)
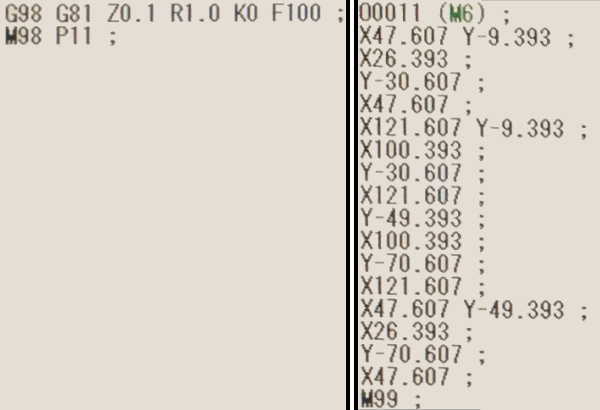
G98 G81 Z0.1 R1.0 K0 F100 ;
M98 P11 ;
O0011
各加工位置
M99 ;
G52ローカル座標系を使ったNCプログラム
G52ローカル座標系を使い、各Φ16.0の穴の中心に座標系をシフトしたNCプログラムです。
(動作確認のためZ+0.1になっています)
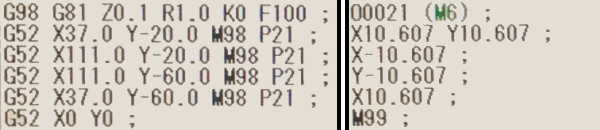
G98 G81 Z0.1 R1.0 K0 F100 ;
- G52 X37.0 Y-20.0 M98 P21;
G52 X37.0 Y-20.0 を指令したので、現在指令しているワーク座標系が左上のΦ16.0の中心に変わり(左上のΦ16.0の中心がX0 Y0)、O21番の加工位置にもみ加工をする - G52 X111.0 Y-20.0 M98 P21 ;
同じく、加工原点からX111.0 Y-20.0を中心に半径15mmの45度4等配のもみつけ加工 - G52 X111.0 Y-60.0 M98 P21 ;
加工原点からX111.0 Y-60.0を中心に半径15mmの45度4等配のもみつけ加工 - G52 X37.0 Y-20.0 M98 P21 ;
X111.0 Y-60.0を中心にO0021のもみつけ加工 - G52 X0 Y0 ;
G52 X0 Y0を指令したので、ローカル座標系はキャンセルされて加工物の左上がX0 Y0になる
G52ローカル座標系を使った形状加工例
下の図面のような形状加工を紙と鉛筆を使って説明します。
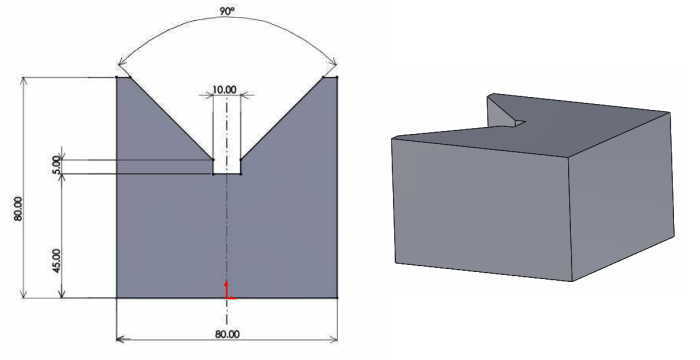
100×100の材料から80×80のVブロックを削りだす想定して鉛筆で描いていきます。
(アプローチなど省略して直接寸法で描いていきます)
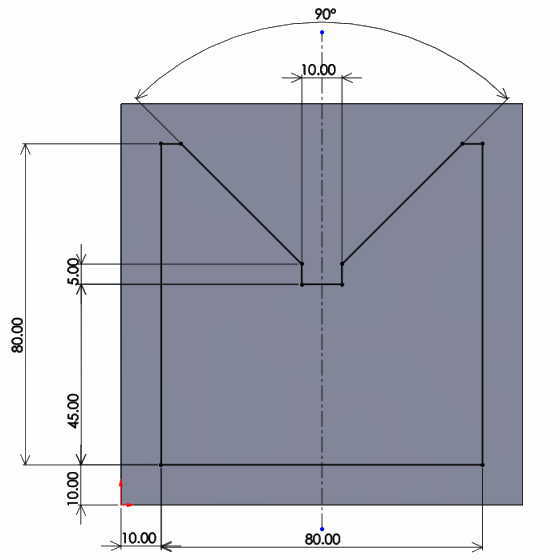
100×100の材料を取り付けて原点を取った状態です。
(鉛筆で描いた線が100×100)

加工物で原点(左下)を取った場合このような寸法になり、この状態でプロラムを作成するとVブロックの寸法とは関係のない数字のプログラムになります。
※必ずしも寸法と関係のない数字のプログラムが良くないというわけではありません。
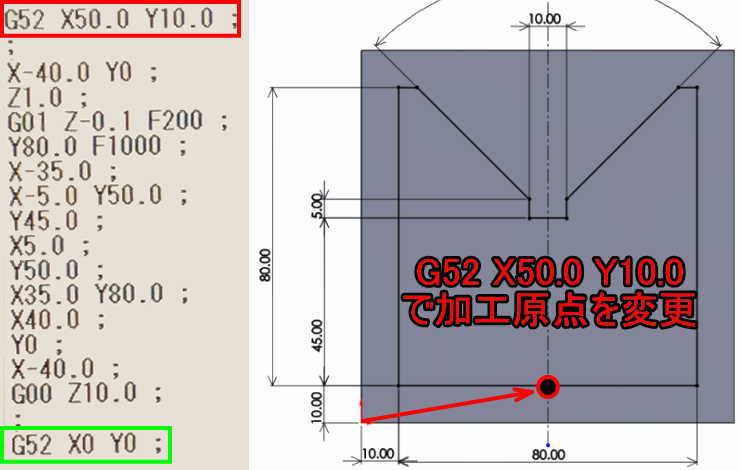
今回は外周の取り代が均等に10mmずつになるように
G52 X50.0 Y10.0 ;
を使って原点を変更して加工し、加工終了後に
G52 X0 Y0 ;
で原点を戻します。
加工の前に
G52 X50.0 Y10.0 ;
で加工原点を変更
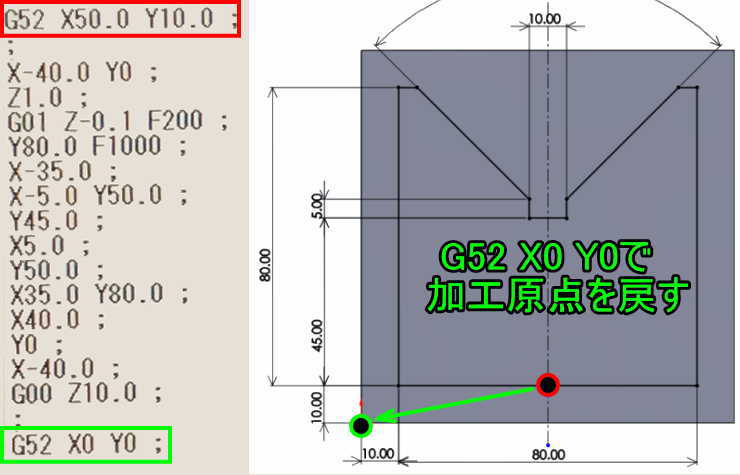
加工後に
G52 X0 Y0 ;
で加工原点を戻す。
G52ローカル座標系を使って工具位置の調整
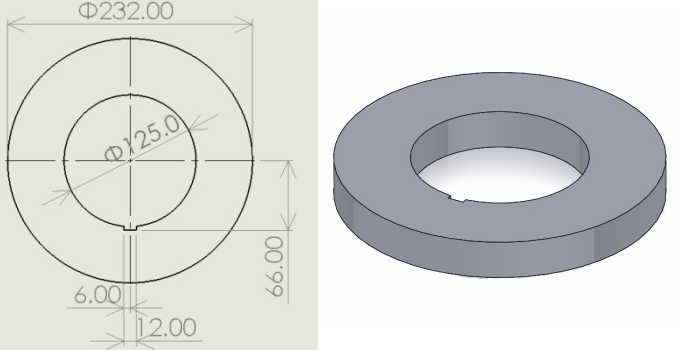
下の図面の溝加工を想定して、G52ローカル座標系を使ってアングルヘッドの工具位置を調整します。
下の写真は円の中心がワーク座標系G54 X0 Y0に設定して、主軸の中心がX0 Y0の位置にある状態です。
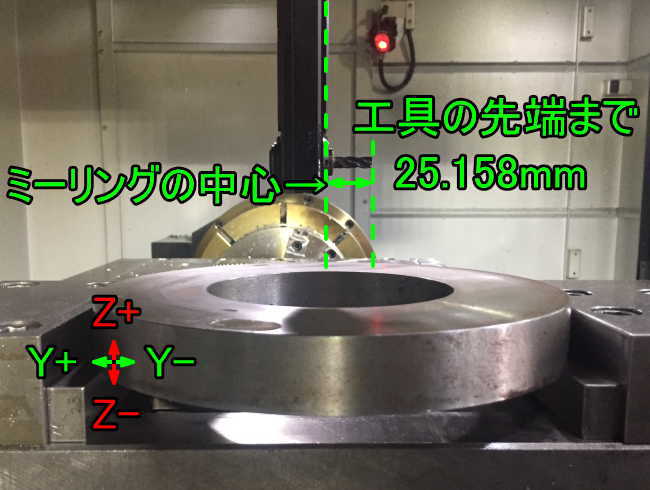
軸の中心からエンドミルの先端まで25.158mmあります。
計算で加工位置を出す場合
加工物の中心から溝底面でが66.0mmで
加工物の中心からエンドミルの底面まで25.158mmなので
加工位置はY-40.842mmになります。
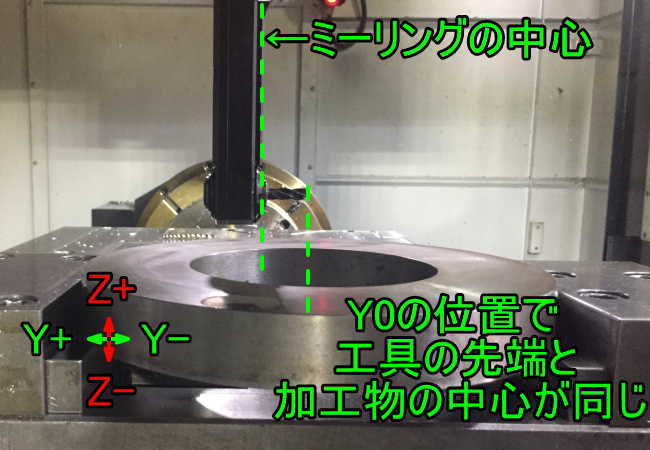
G52ローカル座標系を使って工具位置を調整する場合
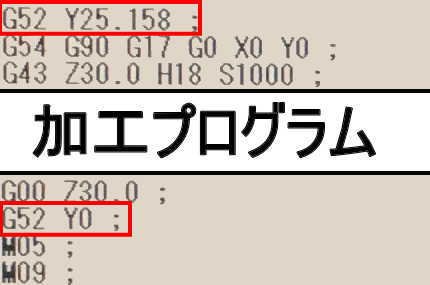
G52 Y25.158を使ってエンドミルの先端とG54のY0を合わせる
加工物の中心から溝底面でが66.0mmで
加工物の中心からエンドミルの底面まで0mmなので
加工位置はY-66.0mmになります。
加工後は必ずG52ローカル座標系をキャンセルしてください。
※計算で位置出しして加工をしても問題ありません。
続きは後程書いていきますm(__)m





