
エンドミルでG03とI、Jを使って一周円弧加工の作業を紹介します。
穴加工で半端な寸法や大きい径など、工具の持ち合わせが無い加工指示がある場合に使います。
円弧補間 G02 G03に必要な3つの指令
G02 G03を使う時には3つの指令が必要になります。
- 円弧の回転方向
- 円弧の終点座標
- 円弧の半径
円弧の回転方向をG02(時計回り)G03(反時計回り)で指令します。
(ダウンカットで外側形状加工はG02、内側形状加工はG03)
円弧の終点座標をX_Y_で指令します。
円弧の半径をR_で指令します。
又はI_J_を下記で指令します。
I=X方向
J=Y方向
円弧始点から円弧中心点までの距離をインクレメンタルで指令
I_ I-_ J_ J-_を使って一周円弧加工
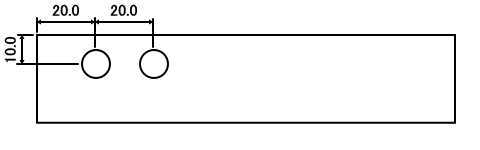
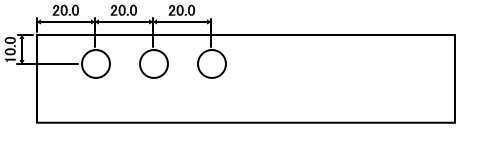
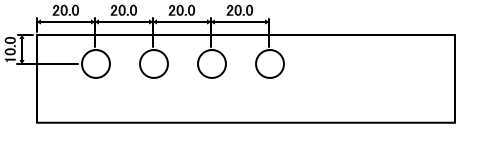
中心にスタートホール加工をして、Φ6.0のエンドミルを使い一周円弧加工をします。
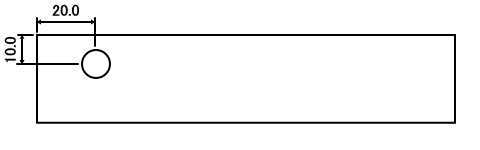
Φ6.0のエンドミルとI-を使ってΦ10.0の加工
X20.0 Y-10.0の位置に加工します。
I-_を使った加工プログラムです。
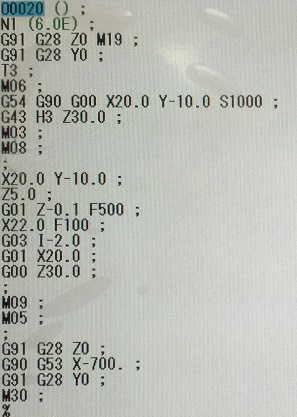
赤枠部
X20.0 Y-10.0; 穴加工位置に移動(早送り)
Z5.0; Z方向アプローチ点に移動(早送り)
G01 Z-0.1 F500; Z方向加工位置に移動(切削送り)
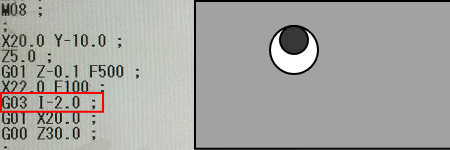
左はプログラムで右は上から見た図になります。
図の白丸はΦ10.0の穴で、その中の黒丸はΦ6.0のエンドミルです。
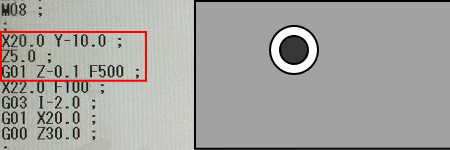
赤枠部
X22.0 F100; 穴加工位置から2mm移動(切削送り)
赤枠部
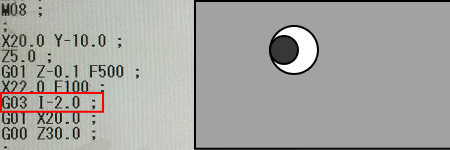
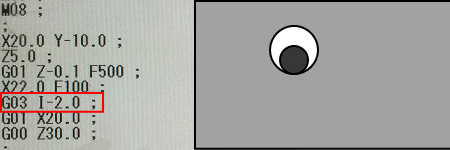
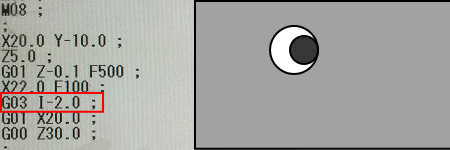
G03 I-2.0; 反時計回りに半径2.0mmの移動(円弧補間)
円弧始点(原位置のX22.0 Y-10.0)から、円弧中心点までの距離をインクレメンタル(原位置から穴中心位置のX-2.0をI-2.0)で指令しています。
0.1mmで加工した動画です。
Φ6.0のエンドミルとJ-を使ってΦ10.0の加工
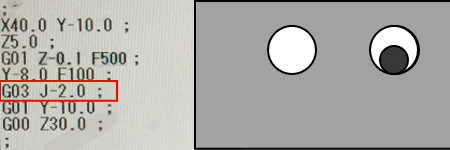
X40.0 Y-10.0の位置に加工します。
赤枠部
X40.0 Y-10.0; 穴加工位置に移動(早送り)
Z5.0; Z方向アプローチ点に移動(早送り)
G01 Z-0.1 F500; Z方向加工位置に移動(切削送り)
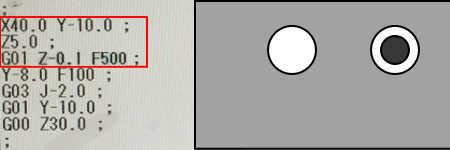
左はプログラムで右は上から見た図になります。
図の白丸はΦ10.0の穴で、その中の黒丸はΦ6.0のエンドミルです。
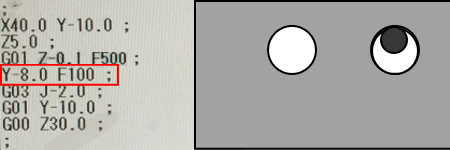
赤枠部
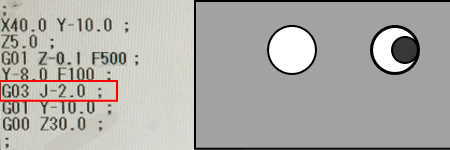
Y-8.0 F100; 穴加工位置から2mm移動(切削送り)
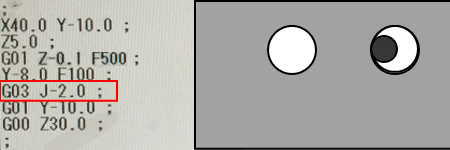
赤枠部
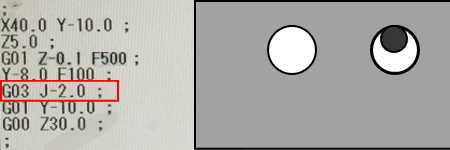
G03 J-2.0; 反時計回りに半径2.0mmの移動(円弧補間)
円弧始点(原位置のX40.0 Y-8.0)から、円弧中心点までの距離をインクレメンタル(原位置から穴中心位置のY-2.0をJ-2.0)で指令しています。
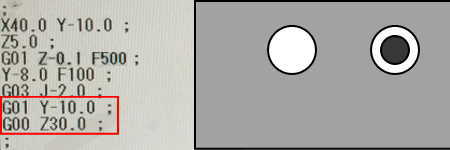
赤枠部
G01 Y-10.0; 穴加工位置に移動(切削送り)
G00 Z30.0; Z方向イニシャル点に移動(早送り)
0.1mmで加工した動画です。
Φ6.0のエンドミルとIを使ってΦ10.0の加工
X60.0 Y-10.0の位置に加工します。
赤枠部
X60.0 Y-10.0; 穴加工位置に移動(早送り)
Z5.0; Z方向アプローチ点に移動(早送り)
G01 Z-0.1 F500; Z方向加工位置に移動(切削送り)
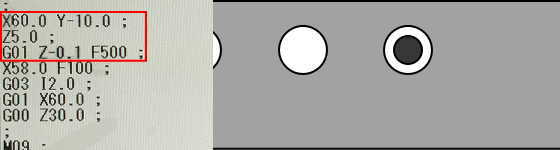
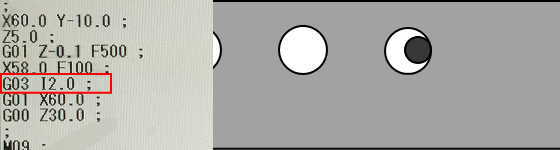
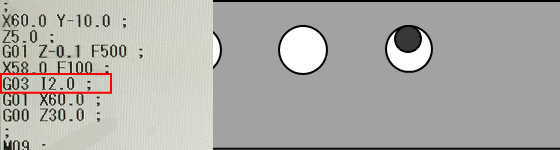
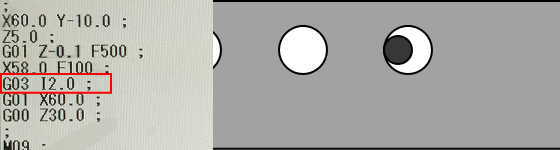
左はプログラムで右は上から見た図になります。
図の白丸はΦ10.0の穴で、その中の黒丸はΦ6.0のエンドミルです。
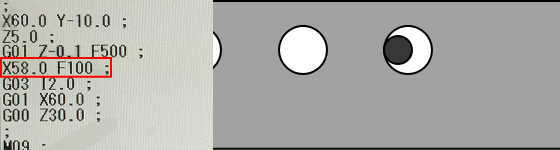
赤枠部
X58.0 F100; 穴加工位置から2mm移動(切削送り)
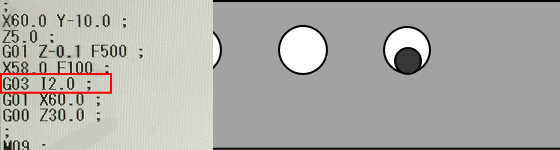
赤枠部
G03 I2.0; 反時計回りに半径2.0mmの移動(円弧補間)
円弧始点(原位置のX58.0 Y-10.0)から、円弧中心点までの距離をインクレメンタル(原位置から穴中心位置のX2.0をI2.0)で指令しています。
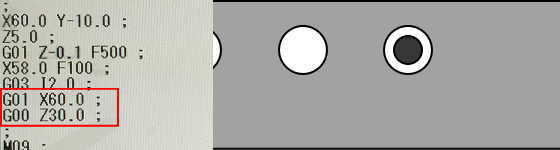
赤枠部
G01 X60.0; 穴加工位置に移動(切削送り)
G00 Z30.0; Z方向イニシャル点に移動(早送り)
0.1mmで加工した動画です。
Φ6.0のエンドミルとJを使ってΦ10.0の加工
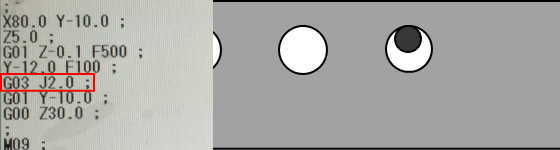
X80.0 Y-10.0の位置に加工します。
赤枠部
X80.0 Y-10.0; 穴加工位置に移動(早送り)
Z5.0; Z方向アプローチ点に移動(早送り)
G01 Z-0.1 F500; Z方向加工位置に移動(切削送り)
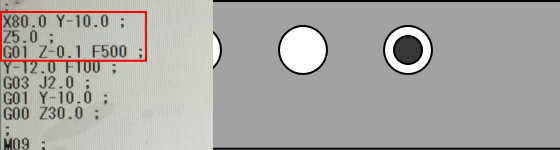
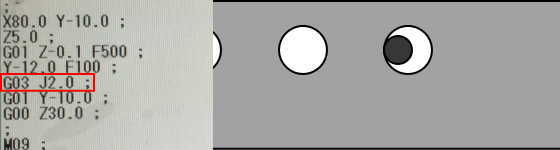
左はプログラムで右は上から見た図になります。
図の白丸はΦ10.0の穴で、その中の黒丸はΦ6.0のエンドミルです。
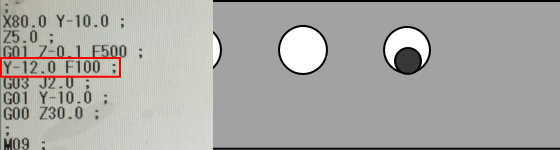
赤枠部
Y-12.0 F100; 穴加工位置から2mm移動(切削送り)
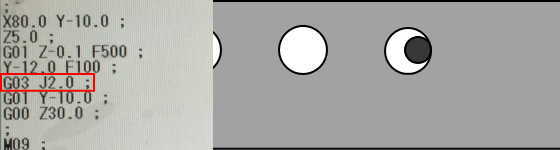
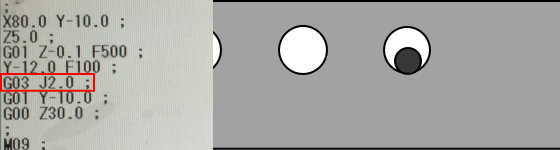
赤枠部
G03 J2.0; 反時計回りに半径2.0mmの移動(円弧補間)
円弧始点(原位置のX80.0 Y-12.0)から、円弧中心点までの距離をインクレメンタル(原位置から穴中心位置のY2.0をJ2.0)で指令しています。
赤枠部
G01 Y-10.0; 穴加工位置に移動(切削送り)
G00 Z30.0; Z方向イニシャル点に移動(早送り)
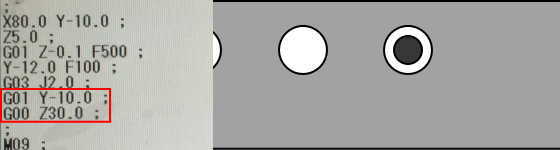
0.1mmで加工した動画です。
[gads]
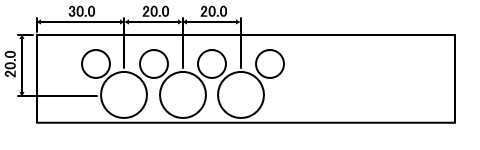
サブプログラムを使って複数の同径穴加工
複数の同径穴加工がある場合は、サブプログラムを使ってプログラムをスマートにします。
X30.0 Y-20.0
X50.0 Y-20.0
X70.0 Y-20.0の位置にΦ6.0のエンドミルを使ってΦ16.0の加工をします。
3ヶ所ともX軸線上に加工するのでJかJ-を使います。
(Φ15.0のスタートホール加工後)
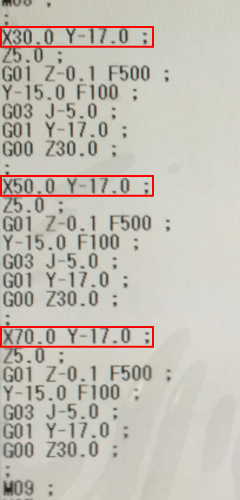
M98を使ってサブプログラムを呼び出すプログラムに変更
赤枠部
X30.0 Y-20.0;
X50.0 Y-20.0;
X70.0 Y-20.0;
の穴加工位置以外が同じになるので、サブプログラムを使ったプログラムで加工します。
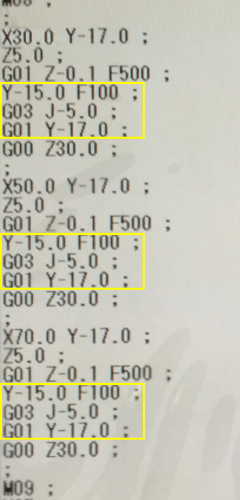
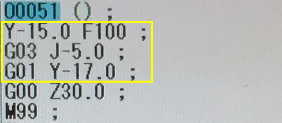
黄枠部
Y-15.0 F100;
G03 J-5.0;
G01Y-17.0;
をコピーして(後程サブプログラムに貼り付けます)M98 P51に変更します。
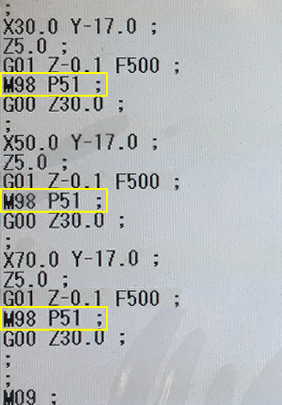
サブプログラム呼び出しに変更後のプログラムです。
M98(サブプログラム呼び出し) P51(呼び出すプログラム番号)
(このプログラムがO50なのでO51をサブプログラムにします)
サブプログラムの作成
O51のプログラムに先ほどコピーした加工プログラムを貼り付けます。(黄枠部)
その下にG00 Z30.0;と指令してZ方向をイニシャル点に移動します。
(メインプログラムへ戻った所にもG00 Z30.0;がありますが、サブプログラムでも指令しておきます)
その下にM99;と指令してメインプログラムに戻します。
0.1mmで加工した動画です。
加工径が大きく端材が残る加工
X105.0 Y-15.0の位置にΦ6.0のエンドミルを使ってΦ26.0の加工をします。
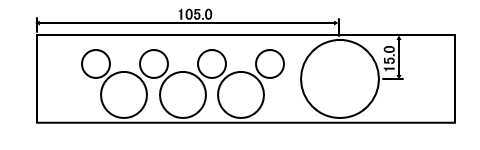
加工径が大きい場合、中心からずらしてスタートホールと円弧加工をします。

スタートホールは貫通、円弧加工は端材の巻き込みを防ぐ為0.2mm(Z方向)残して加工します。
(プログラムは省略します)

加工後、端材をプラスチックハンマーで叩いて取り除きます。

420×420×10のSUS303に0.2mm残しでΦ350の穴加工した画像です。

材料に歪みがある為0.2mmの残りに、ばらつきがあります。
加工前に材料の歪みを確認して基準面を取る位置に気を付けます。

ベッドを痛めないようにクッションを敷いて作業しましょう。

最後に
同じ切削でもG01に比べると難しいです。
実際に加工する前に、Zを+0.5程を上げた状態でテスト加工してプログラムの動作を確認。
プログラムの動作を確認した後は、加工物の表面をツールマークが付く程度加工して確認。
と慎重に作業しましょう。





