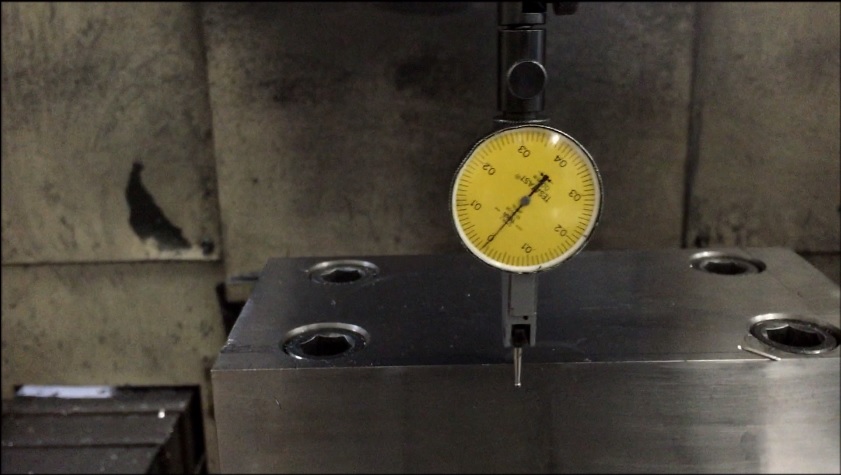
対話式の自動プログラムを使って穴加工のプログラムを作成する作業を紹介します。
ワーク座標、ツールセット、プログラムと、マシニングセンターの加工で必要な3段取りの一つで、加工したい内容をNCプログラムを使ってマシニングセンターに教える作業です。
対話式の自動プログラムを使って穴加工のNCプログラムを作成
図面を見て加工する穴をグループ分けする
加工をする穴の種類はM6とΦ6.6貫通Φ11.0ザグリの2種類です。
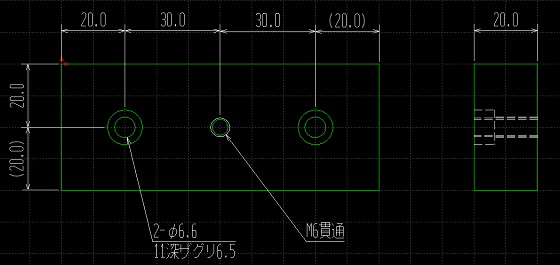
各加工の内容です。
M6貫通
- Φ8.0スターティングドリル
- Φ5.1ドリル
- M6ポイントタップ
2-Φ6.6
11深ザグリ6.5
- Φ8.0スターティングドリル
- Φ6.6ドリル
- Φ11.0エンドミル
- Φ20.0面取りカッター
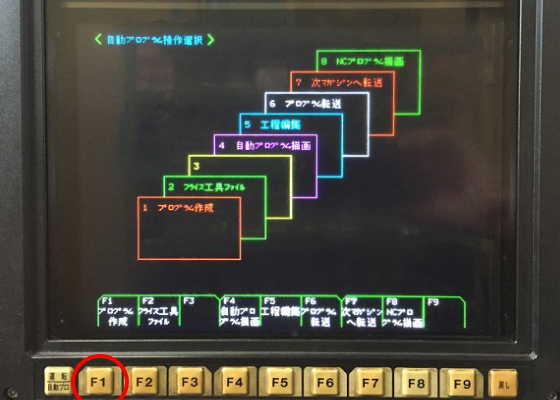
M6の加工プログラムを自動プログラムで作成
操作画面左下の運転/自動プロ(赤丸部)を押します。

F1プログラム作成(赤丸部)を押します。
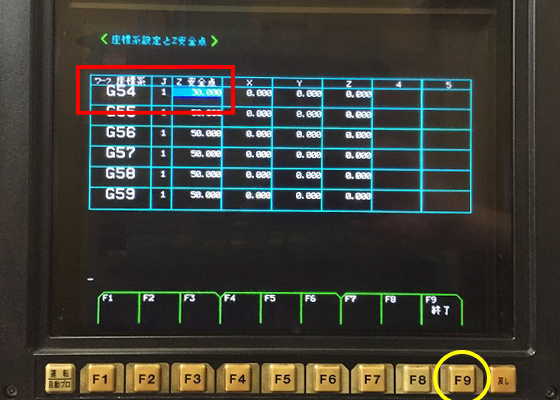
安全点の設定
低すぎず高すぎない位置に設定します。
加工面の上にクランプなどある場合は、そのクランプよりも高い位置に設定しましょう。
今回はバイスに取り付けるので30mmに設定します。
G54のZ安全点(赤枠部)に30と入力して、右下のF9終了(黄丸部)を押します。
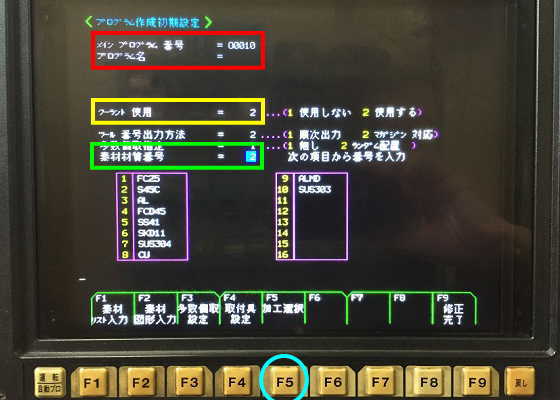
プログラムの初期設定
赤、黄、緑の枠に必要な番号を入力します。
枠以外は、そのままにしておきましょう。
プログラム番号を設定
赤枠部に使用したいプログラブの番号を入力します。
空いているプログラム番号を選びましょう。
クーラントの使用設定
クーラントを使用するので黄枠部に2を入力します。
素材材質の設定
紫枠部から加工する材質を選び、緑枠部に入力します。
今回はS45Cなので2と入力します。
3か所の入力が終わったらF5加工選択(水丸部)を押します。
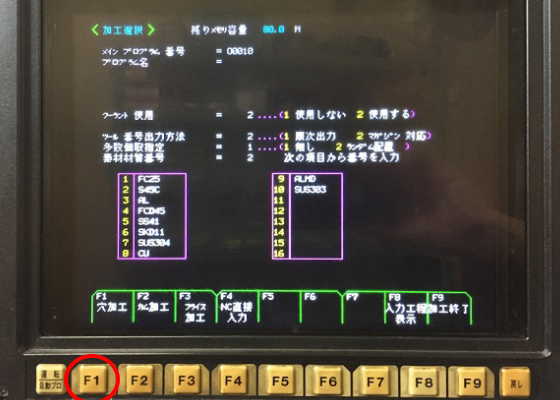
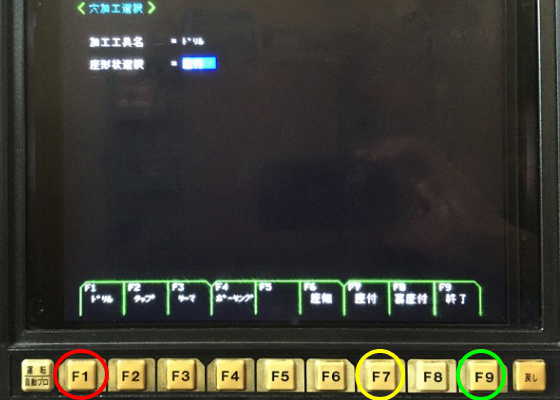
F1穴加工(赤丸部)を押します。
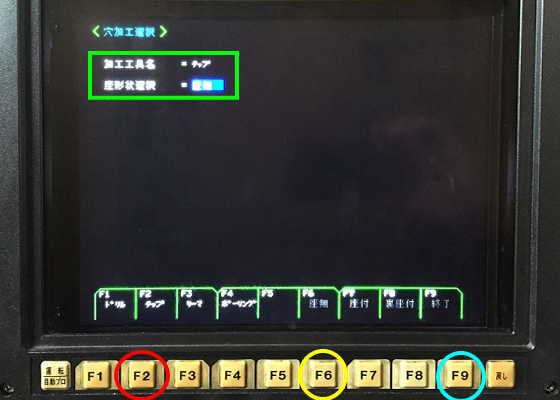
穴加工の選択
F2タップ(赤丸部)
F6座無(黄丸部)の順に押します。
緑枠部で確認したらF9(水丸部)を押します。
メートル並目ネジなのでF1 M-NAMIME(赤丸部)を押します。

ネジ呼び(赤枠部)にM6と入力
ネジ深さ(黄枠部)に20と入力
下穴深さ(緑枠部)に20と入力してF9(水丸部)を押します。
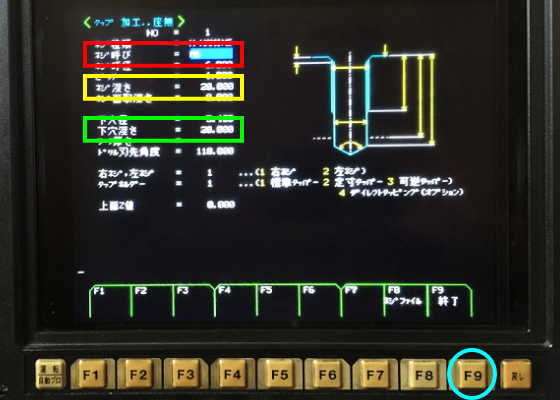
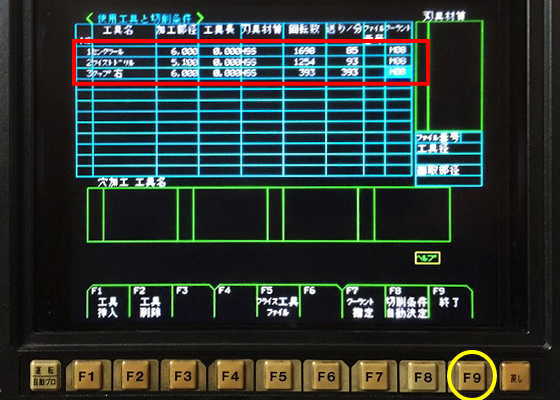
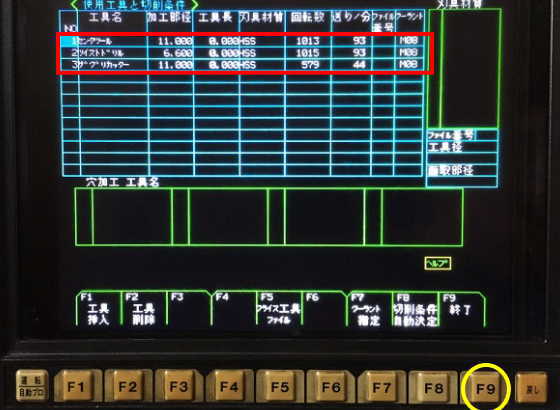
赤枠部でツールを確認してF9終了(黄丸部)を押します。
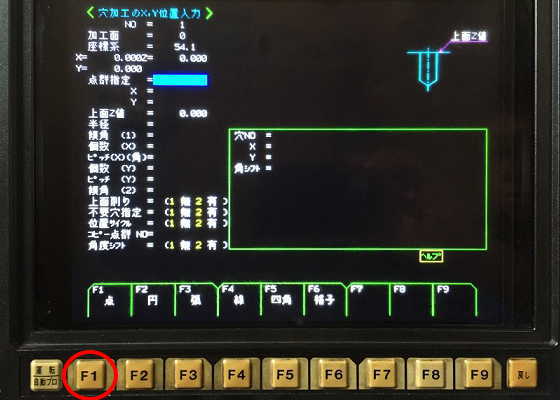
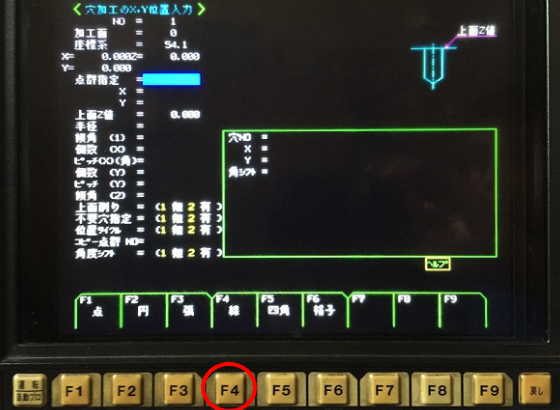
穴加工のXY位置入力
M6の加工は1ヶ所なのでF1点(赤丸部)を押します。
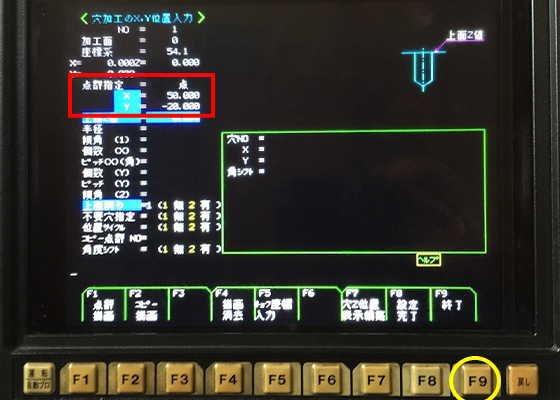
Xに50.0
Yに-20.0と入力
赤枠部で入力した数値を確認してF9終了(黄丸部)を押します。
プログラムを作成している画面に切り替わり、M6のプログラム作成は終わりです。
Φ6.6とΦ11.0の加工プログラムを自動プログラムで作成
続けてΦ6.6とΦ11.0の加工をするのでF1穴加工(赤丸部)を押します。
M6の穴加工で終わる場合は加工終了(黄丸部)を押します。
穴加工の選択
F1ドリル(赤丸部)
F7座付(黄丸部)
F9終了(緑丸部)の順に押します。
赤枠部にドリルの径6.6 加工深さ20.0と入力
黄枠部にエンドミルの径11.0 加工深さ6.5と入力
F9終了(緑丸部)を押します。

赤枠部でツールを確認してF9終了(黄丸部)を押します。
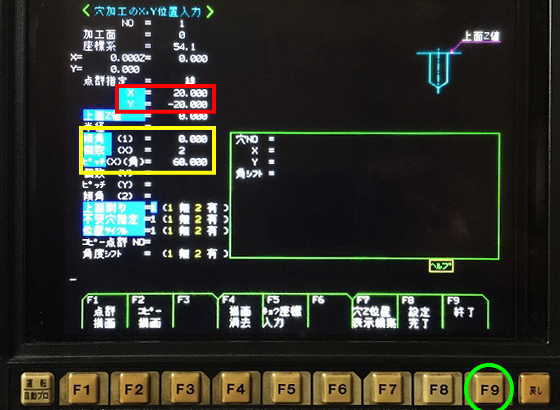
穴加工のXY位置入力
Φ6.6Φ11.0の加工は直線上に2ヶ所なのでF4線(赤丸部)を押します。
1ヶ所目の穴位置
X20.0
Y-20.0と入力
赤枠部で入力した数値を確認してください。
2ヶ所目の穴位置
傾角0
個数2
ピッチ60.0と入力
黄枠部で入力した数値を確認してF9終了(緑丸部)を押します。
プログラムを作成している画面に切り替わり、Φ6.6とΦ11.0のプログラム作成は終わりです。
Y+方向に2ヶ所目の穴がある場合は傾角90.0と入力、X-は傾角180.0 Y-は傾角270.0になります。
傾角0 ピッチ-60.0と入力した場合X-方向になります。
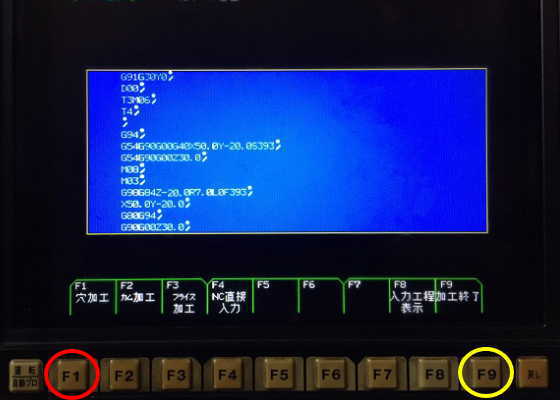
この後に加工する穴が無いのでF9加工終了(赤丸部)を押します。
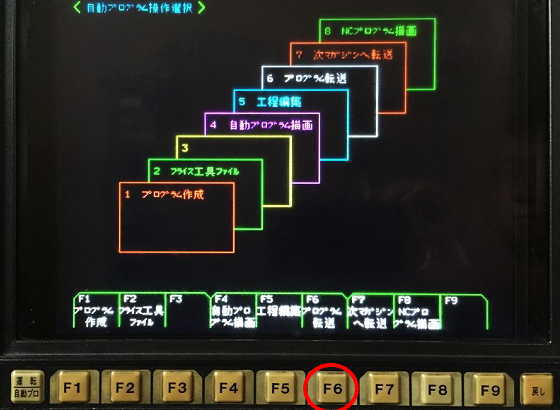
自動プロから運転へプログラム転送
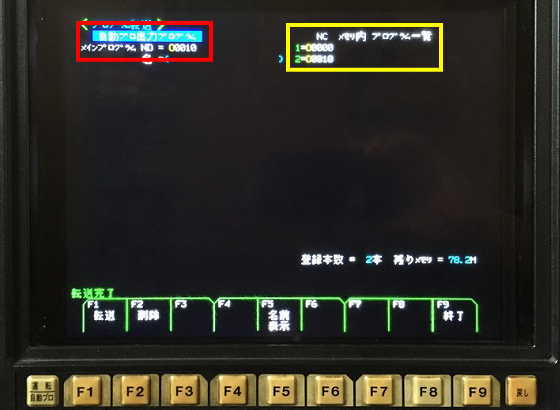
F6プログラム転送(赤丸部)を押します。
F1転送(赤丸部)を押します。
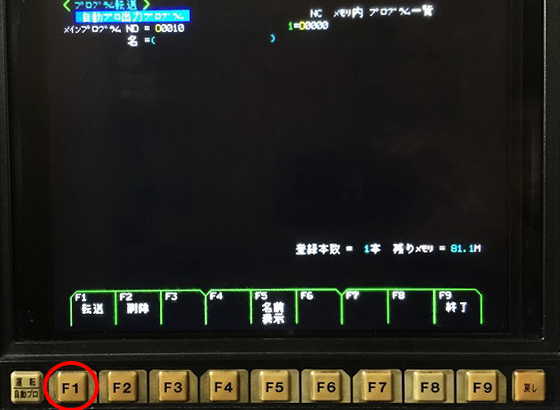
自動プロ出力プログラム(赤枠部)から、NCメモリ内プログラム一覧(黄枠部)へO0010のプログラムが転送されたのを確認してください。
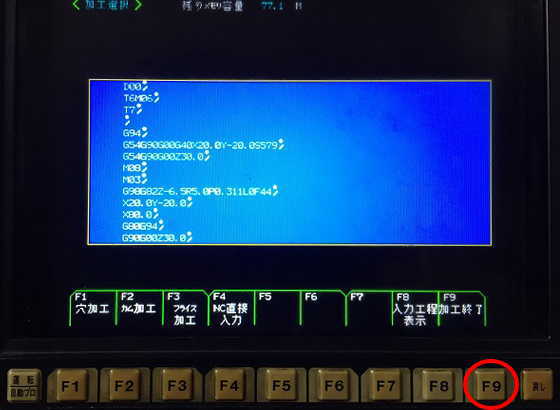
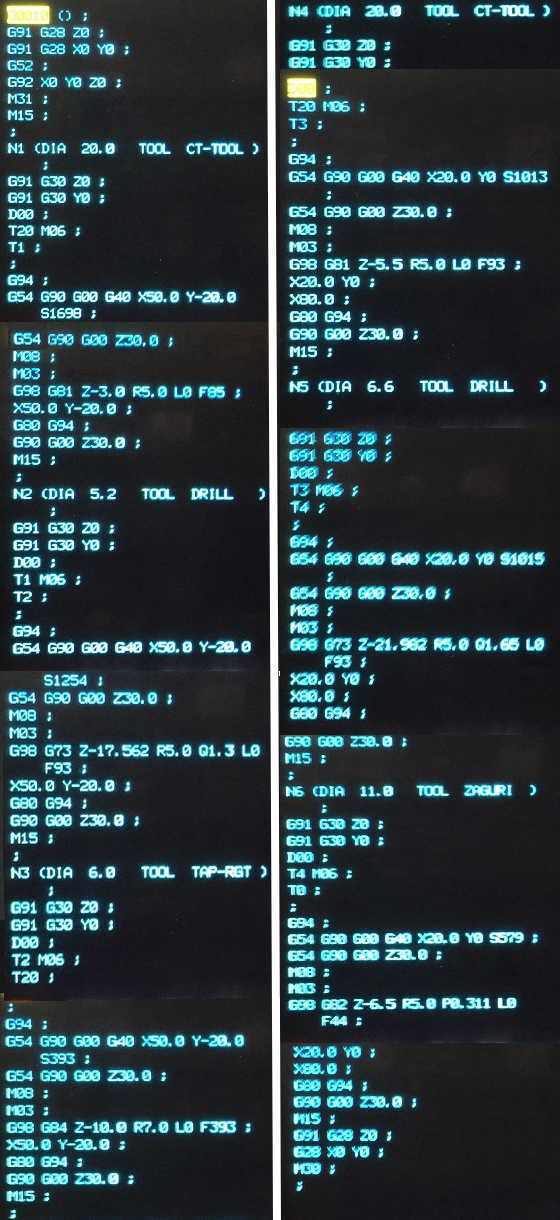
作成されたプログラムです。
(プログラムが長いので画像を2列にして張り合わせています)
最後に
最初のうちは対話している感じですが、慣れてくるとポンポン押せるようになり一方的に話している感じになります。
機械が稼働中でも自動プログラム作成の操作はできるので、空いた時間にでも練習をしてポンポン押せるようになりましょう。