日研工作所製の手動傾斜CNCロータリテーブルとテールストックを取り付けて、芯出しと通り出しの作業を紹介します。
作業内容は
- ロータリテーブルに取りついているチャックの芯出し
- チャックにテストバーを取り付けて芯出し
- チャックに取りついたテストバーで傾斜出し
- チャックに取りついたテストバーで機械との平行出し
になります。
取り付け作業はこちらのページを参考にしてください。
ロータリテーブルに取りついているチャックの芯出し
ロータリテーブルの回転軸と取りついているチャックの中心を合わせます。
テストバーをチャックに取り付けます。
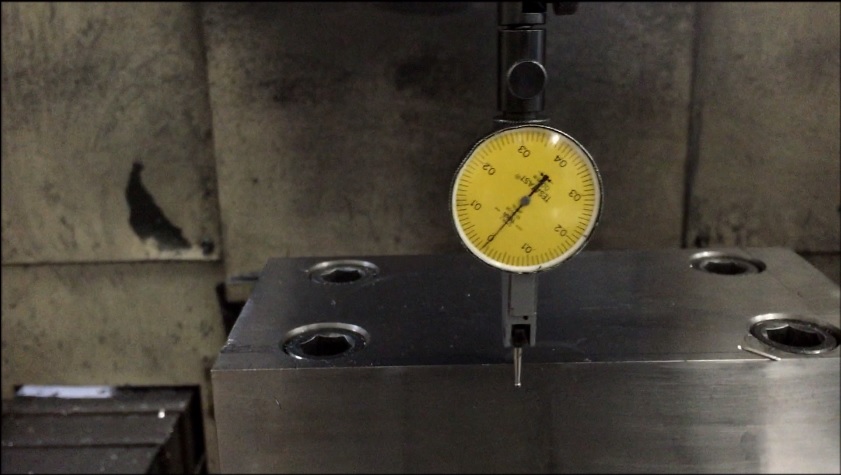
チャックの近くにテスターを当ててロータリテーブルを回転させて振れを見ます。

0.05mm振れているので、チャックの取り付けてあるネジを緩めて半分の0.025mmになるように動かします。
(微量の場合、ネジを緩めずに銅ハンマーなどで叩いて出します)

ロータリテーブルを回転させて振れがなければチャックの芯出し作業は終了です。
チャックに取り付けたテストバーの芯出し
ロータリテーブルの回転軸と、チャックに取り付けたテストバーの中心を合わせます。
テストバーの先端にテスターを当ててロータリテーブルを回転させて振れを見ます。
0.02mm振れているので、高い所を上に移動してチャックの緩め直しで半分の0.01mmになるように動かします。
先端部で振れが無くなったら、チャックの近くで振れを確認します。
この時、写真のように高さが違う場合がありますが、高さの違いは気にせず回転を確認します。
(次工程の傾斜出し作業で修正します)

チャック近くで振れがある場合はチャックを緩めずに、チャックの芯出し作業と同じくチャックを動かして芯出しをします。
チャックを動かした場合、テストバーの先端で振れを確認して芯出し作業をします。

ロータリテーブルを回転させて、テストバーの先端、チャック近くで振れがなければテストバーの芯出し作業は終了です。
(ロータリテーブルの回転軸とテストバーが同心)
チャックに取りついたテストバーで傾斜出し
ロータリテーブルの傾斜を0度に合わせます。
芯出し作業の終わったテストバーの上面にテスターを当てて倒れを確認します。
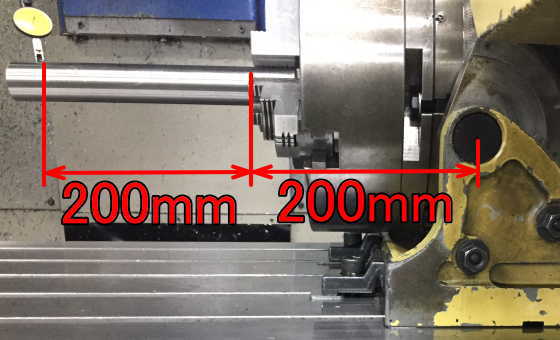
0.03mmずれていますが、チャック付近からテストバー先端の情報だけで通りだし作業をするのは難しいので、支点になる傾斜の軸、チャックの爪、テストバーの先端の距離を合わせて測定をします。
傾斜の軸からチャックの爪までの距離が約200mmなので、チャックの爪から約200mmの所で数値の確認をします。
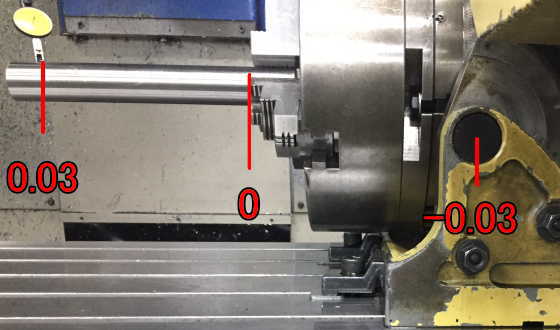
今の状態は、テストバーの先端0.03mm、チャック付近0mm、傾斜の軸-0.03mm(予測)になります。
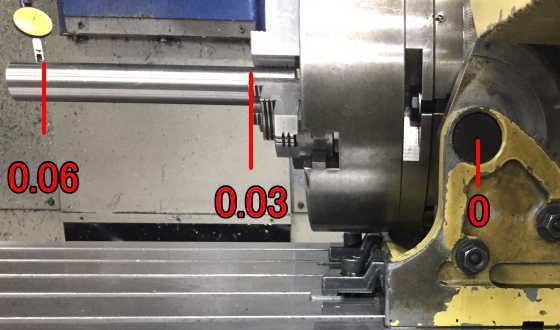
分かりやすくすると、傾斜の軸0mm、チャック付近0.03mm、テストバーの先端0.06mmになります。
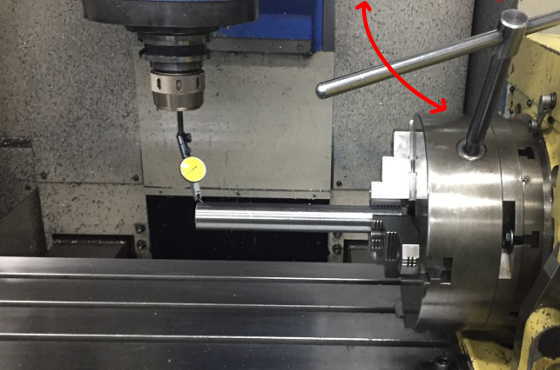
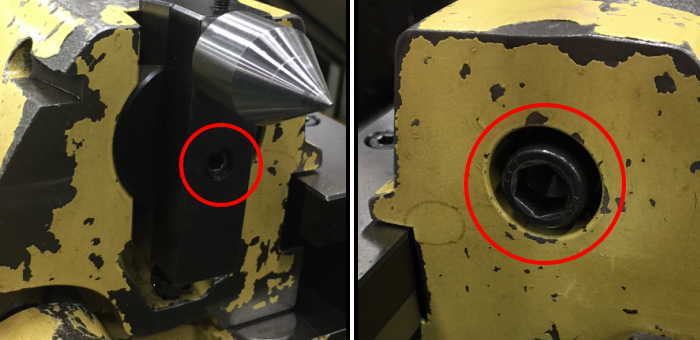
固定してあるネジを緩めて(反対側含む赤丸部4か所)
メモリ(緑丸部)を動かして調整します。

テストバーの先端を0.06mm下がるように傾斜を動かすと通りが出ます。
通りが出たらネジを締めて通りの確認をしてロータリテーブルの傾斜を0度に合わせる作業は終了です。
チャックに取りついたテストバーで平行出し
マシニングセンターとロータリテーブルの平行を出します。
底面に付いているキーとベッドの溝で位置決めされているので極端にズレることは無いですが、テストバーの横面にテスターを当てて確認をして通りが出ていない場合はクランプを緩めて通り出しをします。

テールストックの取り付け
今回取り付けたテストバーのように長さのある円筒形のワークを取り付ける場合テールストックを使います。
(取り付け作業などは省略します)
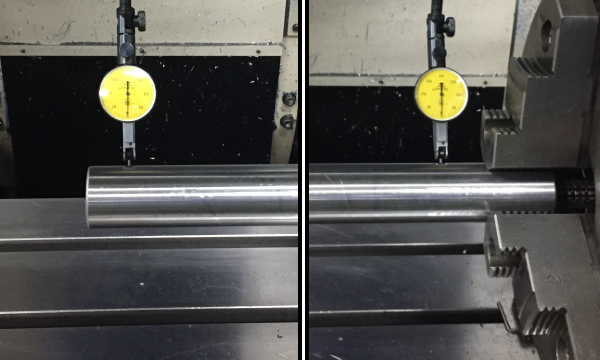
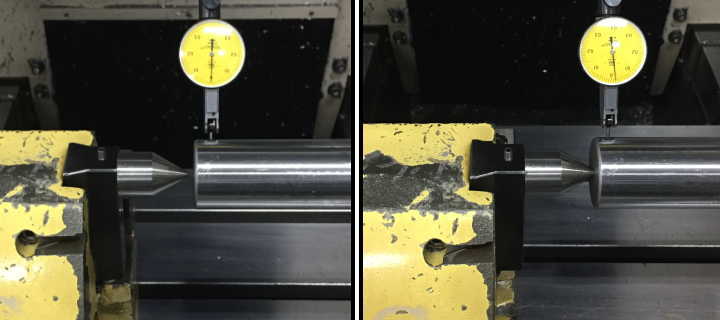
テストバー先端にあるセンター穴の清掃をします。

センター穴にゴミや傷があるとテールストックの取り付けをすることができません。

センターに傷がある状態でセンターを押すと動画のように振れてしまいます。
テールストックとテストバーの中心出し
テスタを上面に当ててテールストックでセンター穴を押したときに動く場合、テールストックの中心とテストバーの中心がズレているのでテールストックの高さを調整します。

テールストックの前面と後面(赤丸部)のネジを緩めます。
テールストックの前面下部にあるネジで高さを調整します。
調整後は最初に緩めたねじを締めてテールストックの高さを調整は終了です。

上面の作業が終わったら横面の作業になります。
横面も同じくテスターを当てて確認をします。
テスタを横面に当ててテールストックでセンター穴を押したときに動く場合、テールストックの中心とテストバーの中心がズレているのでテールストックの横位置を調整します。
テールストックの横面(赤丸部)のネジで調整します。
反対面にも同じネジがあるので調整後は両方のネジが締まっている状態で作業終了になります。

これで手動傾斜CNCロータリテーブルとテールストックを取り付けて芯出し作業は終了です。