NCプログラムとはなにか。
NCプログラムの作り方とNCプログラムでの加工例を紹介します。
NCプログラムとは
NCとは
Numerical Controlの略
cncとは
computerized Numerical Controlの略
コンピュータ数値制御(コンピュータすうちせいぎょ)またはCNC (英語: computerized numerical control コンピュータライズド・ニューメリカル・コントロール ) は、機械工作において工具の移動量や移動速度などをコンピュータによって数値で制御することである。
マニュアルやインターネットで調べる(Numerical Controlで検索)と、このような説明があります。
NC、CNC装置の付いている機械を動かすのに数値入力で動作指令をするデータがNCプログラムになります。
NCプログラムは、機械に手動入力で作成、機械付属の自動プログラム作成機能で作成、cad/camなどソフトウェアを使って作成します。
※NC、CNC装置の付いている機械を手動操作で動作指令をして加工をすることも可能です。
※NCプログラムを覚えるのにNCとCNCは同じと思っていいです。
※NCフライス盤に工具交換機能が付いている機械をMC(マシニングセンター)と言います。
NCプログラムを覚えるのにNCとMCは同じと思っていいです。
NCプログラムの作り方
マシニングセンタの運転に必要なNCプログラムの基礎知識
に書いてあるように
- 工具交換
- 加工位置まで移動
- 主軸回転数の設定
- 主軸回転
- 切削加工、穴加工
- 安全な位置まで移動
- 主軸停止
- 機械原点へ移動
の順序で作成していきますが、実際に現場でNCプログラムを作成するときは各機械ごとNCプログラムの作成に若干の違いがあるので注意が必要です。
自分の環境になりますが
4軸のクランプ、アンクランプの指令がM78、M79の機械とM10、M11の機械があり、間違えて指令しても動作しない程度ですが、間違えて指令すると故障の原因になる指令もあります。
ツール番号Tと工具交換指令M06を同じブロックで指令する機械

ツール番号Tと工具交換指令M06を同じブロックで指令しない機械

危険な指令もあればオプションで便利な指令もあったりするので、初めて操作する機械では既存のプログラム、説明書を必ず確認しましょう。
手動入力でNCプログラムを作成
手動入力でNCプログラムを作成する場合、操作する機械のプログラム構成を、機械据え付け後にメーカの人がテスト加工をしたプログラム、説明書で確認をします。
既存NCプログラムを編集してNCプログラムを作成
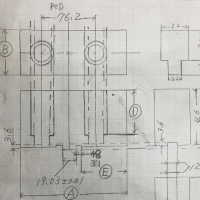
左側が機械に残っているプログラム
右側の枠で囲った部分が変更が必要な部分
(説明用に、もみ付け加工のみのプログラムに減らしています)
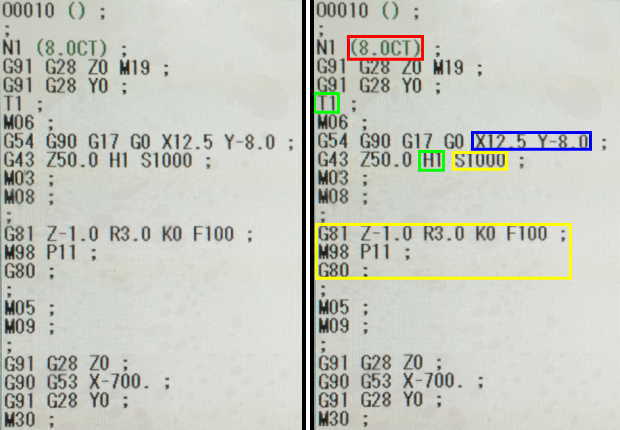
・赤枠部 (8.0CT)
加工に使う工具名を変更
・緑枠部 T1 H1
加工に使う工具番号と工具長補正を変更
・青枠部 X12.5 Y-8.0
加工スタート位置を変更
・黄枠部
加工する内容を変更
枠で囲った部分を変更すれば加工できるようになります。
何もない状態からNCプログラムを作成
プログラム一覧画面に切り替えてO10(作成したいプログラム番号)と押した後に挿入ボタンを押してメインプログラムを作成します。
N1 (8.0CT) ;
N番号(シーケンスナンバー)1番目に加工する工具なのでN1に設定、カッコ内に使用する工具名(Φ8.0のセンターツール)を入力
G91 G28 Z0 M19 ;
Z軸を原点へ移動して主軸を定位置停止
G91 G28 Y0 ;
Y軸を原点へ移動
T1 ;
M06 ;
T1に取り付けた工具を主軸に取り付け(工具交換)
![]()
G54 G90 G17 G0 X12.5 Y-8.0 ;
XY平面でG54のワーク座標系に設定したX12.5 Y-8.0の位置へ早送りで移動
G43 Z50.0 H1 S1000 ;
工具長補正H1に設定した工具(T1)をZ50.0の位置へ早送りで移動、主軸回転数を1分間に1000回転の設定

M03 ;
主軸正転
M08 ;
クーラント・オン

G81 Z-1.0 R3.0 K0 F100 ;
G81 ドリルサイクル(もみつけ)
R3.0 Rで指令した位置へ早送りで移動(アプローチ点)
Z-1.0 Zで指令した位置へFで指令した速度で移動(加工点)
K0 Kで繰り返し回数を指令(K0と指令する事で、このブロックでは加工動作をしなくなります)
F100 FでR点からZ点までの速度を指令
M98 P11 ;
もみつけ加工をする座標の入力されたO11番のプログラムへ移動
G80 ;
G81 ドリルサイクル(もみつけ)をキャンセル
(このブロック以降もみつけ加工をしなくなります)

M05 ;
主軸停止
M09 ;
クーラント・オフ

G91 G28 Z0 ;
Z軸を原点へ移動
G90 G53 X-700. ;
X軸を機械座標X-700.へ移動
(加工物の下ろしやすい位置)
G91 G28 Y0 ;
Y軸を原点へ移動
M30 ;
プログラム終了と頭出し
これで、もみつけ加工NCプログラムの完成です。
自動プログラムでNCプログラムを作成
CAD/CAMでNCプログラムを作成
CAD(キャド、英: computer-aided design)は、コンピュータ支援設計とも訳され、コンピュータを用いて設計をすること、あるいはコンピュータによる設計支援ツールのこと(CADシステム)。
人の手によって行われていた設計作業をコンピュータによって支援し、効率を高めるという目的からきた言葉である。CADを「コンピュータを用いた製図(システム)」と解する場合は「英: computer-assisted drafting」、「英: computer-assisted drawing」を指し、同義として扱われることもある。
引用元: CAD – ウィキペディア
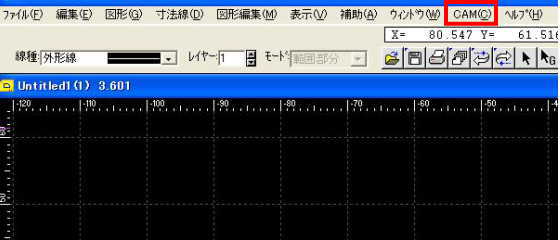
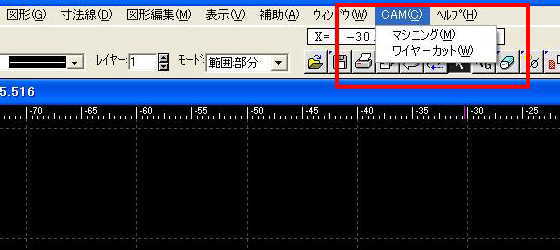
CADとCAMは同じウィンドウでメニュバーにある赤枠部で切り替えて作業します。
(この画像はCAD画面なのでCAMに切り替える場合、赤枠部のCAMを選択します。)
CAD画面とCAM画面の違いはメニューバーの項目です。
CAM(キャム)とは、コンピュータ支援製造 (computer aided manufacturing) の略語。製品の製造を行うために、CADで作成された形状データを入力データとして、加工用のNCプログラム作成などの生産準備全般をコンピュータ上で行う為のシステムであり、出力されたデータは、CNC化された工作機械に送られて実際の加工が行われる。
狭義では、CAD/CAMの設計分野CADとの対比で製造分野の事をさすが、製造分野に最適化されているCAD/CAMシステムや、テキストベースの自動プログラミング装置など、NCプログラムを出力するシステムをすべてCAMと呼ぶ事もある。
引用元: CAM – ウィキペディア
CADとCAMは同じウィンドウでメニュバーにある赤枠部で切り替えて作業します。
(この画像はCAM画面なのでCADに切り替える場合、赤枠部のCADを選択します。)
CAD画面とCAM画面の違いはメニューバーの項目です。


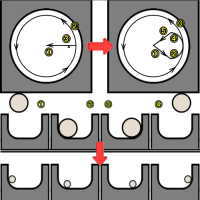
先ほどと同じくX12.5 Y-8.0の位置にもみつけをするNCプログラムを作成します。
赤丸部の円のコマンドを選択すると
緑枠部の所に、描きたい円弧の情報を入力するウィンドウが出るので数値を入力します。
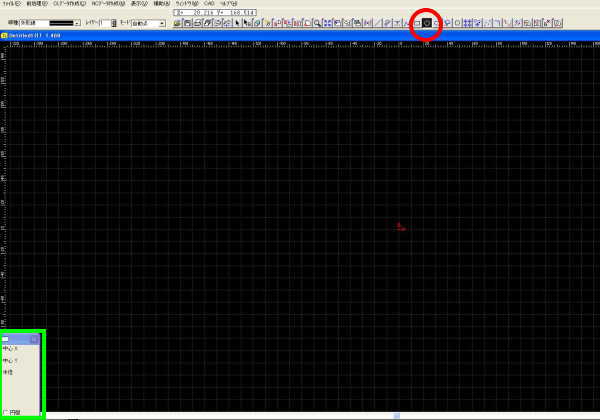
赤丸部の円を選択して緑枠部の所に
X軸の中心 X12.5
Y軸の中心 Y-8.0
Φ2.0のもみつけ加工なので半径1.0を入力します。

入力後X12.5 Y-8.0の位置にΦ2.0の円が作成されます。
(赤い線の交点が原点)

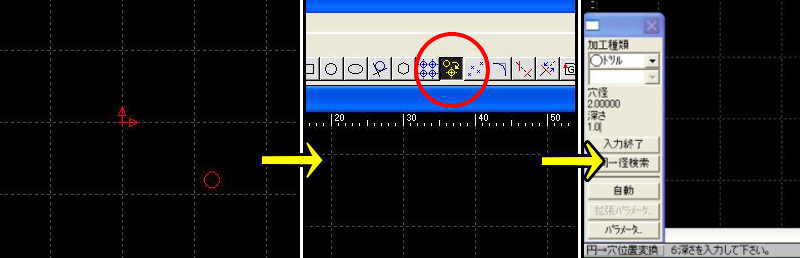
円の図形を穴位置に変換します。
Φ2.0の円を選択(画像左)
赤丸部の穴位置変換のコマンドを選択(画像中)
穴径は図形の寸法が自動で入力されるので深さを入力します。
深さ1mmの加工なので深さ1.0を入力します。(画像右)
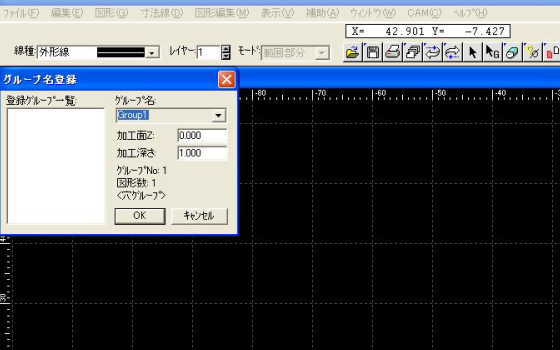
入力を終了するとグループ名の登録ウィンドウが出るのでグループ登録をします。
これでΦ2.0の円がΦ2.0の穴加工位置に変換されました。
プログラムの作成をするので、赤枠部でCAM画面に切り替えます。
CLデータ作成を選択(画像左)
穴加工を選択(画像右)

赤枠部のグループ一覧から作成したグループか、青丸部の作成した図形のどちらかで加工したいグループを選びます。

加工したいグループを選択したら
画面左下の赤枠部の選択終了をを選択
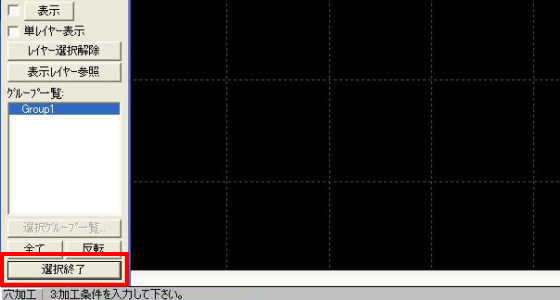
画面左下の赤枠部の選択終了を選択すると
画面左上に条件設定のウィンドウが出るので、穴加工の条件設定をします。
今回は、もみつけ加工のNCプログラムを作成するのでドリルの工程を削除します。
赤枠部のDRLを選択して緑枠部の削除/復活で削除します。
削除後に黄枠部の条件入力を選択
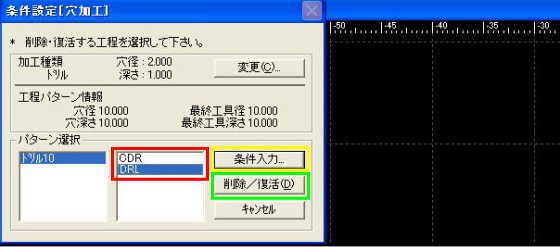
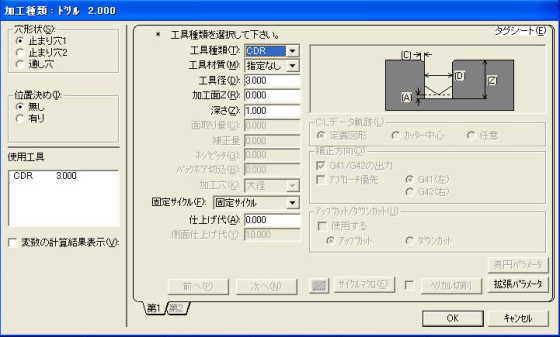
条件入力を選択すると
加工種類のウィンドウに切り替わるので加工内容を設定します。
今回は変更点が無いので、そのままOKを選択
加工面Zは加工原点から加工面までの数値を入力します
加工原点と加工面が同じ場合
加工面Zを0でNCプログラムを作成
G81 Z-1.0 R5.0 F__ K0
で作成されます。
加工原点より加工面が1mm低い場合
加工面Zを-1.0でNCプログラムを作成
G81 Z-2.0 R4.0 F__ K0
で作成されます。
加工原点より加工面が1mm高い場合
加工面Zを1.0でNCプログラムを作成
G81 Z0 R6.0 F__ K0
で作成されます。
続きは後程投稿しますm(_ _)m