穴あけ固定サイクルG81 G83 G84と、サブプログラムM98 M99を使ってタップ加工をする作業を紹介します。
穴加工をする時は、特定な動作が必要で数ブロックのプログラムになります。
固定サイクルを使うと、穴加工に必要な特定な動作を1ブロックで指令する事が出来ます。
G84 タッピングサイクル(右ネジ)
| Gコード | 意味 | 使い方 |
|---|---|---|
| G84 | タッピングサイクル(右ネジ) | G84 R_ Z_ K0 F_ X_ Y_ X_ Y_ G80 |
- Rで指令した位置へ早送りで移動(アプローチ点)
- Zで指令した位置へFで指令した速度で移動(加工点)
- Kで繰り返し回数を指令(K0と指令する事で、このブロックでは加工動作をしなくなります)
- FでR点からZ点までの速度を指令(送り速度は回転数×ネジピッチ)
サイクル起動中の動作
タッピングサイクル起動中は回転オーバーライドと送りオーバーライドが無効になります。
(主軸の回転速度と軸の回転速度が変わってしまうと、ねじが切れなくなってしまう)
タッピングサイクル起動中は一時停止操作が無効になり、一時停止操作した場合はR点へ移動後に一時停止状態になります。
各機械で停止操作が違うので初めて使う機械はタップサイクルの停止方法を覚えましょう。
自分のよく使う機械だと
FANUCはリセットボタンを押すと主軸も軸移動も停止するので問題ないですが
YASNACはリセットボタンを押すと軸移動は停止しますが主軸は回転したままになるので
リセットボタン→ハンドルボタン→主軸停止ボタンの操作が必要です。
最悪非常停止ボタンでも問題はないと思いますが、非常停止ボタンを押すと軸が下がり、被害が拡大してしまう場合があります。
タップ加工時タッパーが空回りしてしまったり、折れてしまったときは焦って何をしていいのかわからず、被害が拡大してしまう場合があるので、最初のうちはタップサイクルを使うときは、その機械の停止操作を意識しておきましょう。
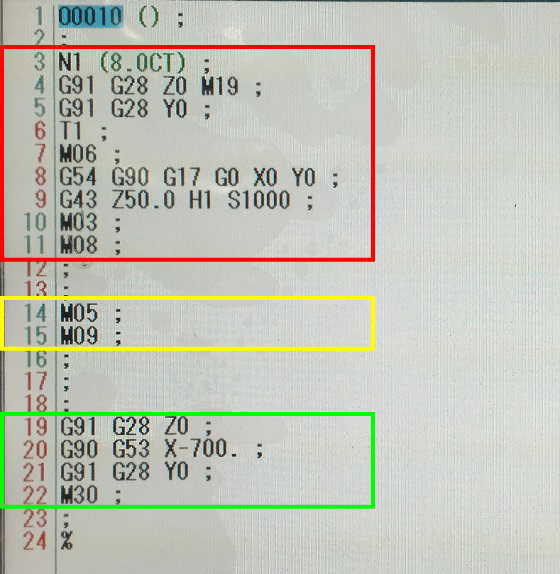
手打ち作業でタップ加工プログラムの作成
加工に関係ない所のプログラムを作成します。
(使わないようなO番号にプログラム作成用に保存しておいたプログラムをコピーして貼り付けたプログラムです)
改行を使って赤枠、黄枠、緑枠のように分けてから作成します。
先日作成したプログラムの構成で分け方が書いてあります。
加工用のプログラムは赤枠と黄枠の間に作成します。
G81を使ってモミ付け用プログラムの作成
コピーして作成したので、多少の変更とG81を使ってモミ付け用プログラムを作成します。
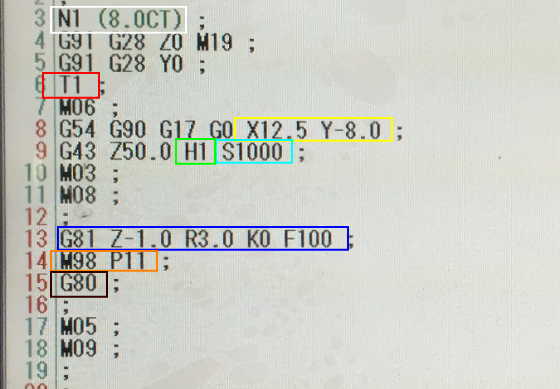
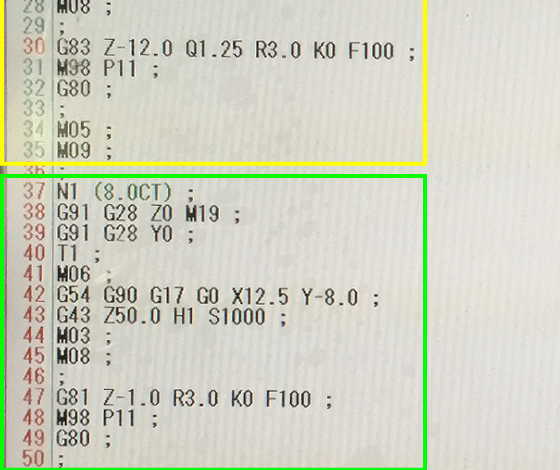
・白枠部 N1 (8.0CT)
N1は加工の順番、(8.0CT)は加工に使うツールに変更します。
このブロックは加工に影響はなく、メモ書きみたいなブロックになります。
・赤枠部 T1
加工に使うツール番号をTで指令します。
取り付けたツール番号が1番なのでT1に変更します。
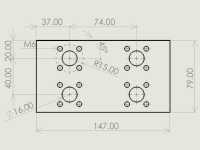
・黄枠部 X12.5 Y-8.0
X軸とY軸の位置決めをします。
1ヶ所目の穴加工位置と同じ数値に変更します。
・緑枠部 H1
加工に使うツールの工具長補正の番号をHで指令します。
取り付けたツール番号が1番なのでH1に変更します。
T番号と同じ数値になる事がほとんどです。
・水枠部 S1000
主軸の回転数を指令します。
加工に使うツールの回転数に変更します。
・青枠部 G81 Z-1.0 R3.0 K0 F100
G81 ドリルサイクル(もみつけ)を指令します。
Z-1.0 加工深さを指令します。
R3.0 加工のアプローチ位置を指令します。
K0 繰り返し回数を指令します。(K0と指令して、このブロックでの加工動作を無くします)
F100 R点からZ点までの速度を指令します。
・橙枠部 M98 P11
M98 穴加工する座標のプログラムをM98でサブプログラムの呼び出しを指令します。
P11 呼び出すプログラム番号をPで指令します。
呼び出しをしたいプログラム番号がO11なのでP11で作成します。
・黒枠部 G80
固定サイクルを終了する指令をします。
サブプログラムの作成
穴あけ加工時の穴位置プログラムなど、何回も同じ指令をする場合はサブプログラムを使ってプログラムを作成します。
サブプログラムを呼び出す指令をするだけになるので、簡単でスマートなプログラムになります。
プログラム画面でO11、挿入と押してO11番のプログラムを作成します。
(呼び出しされるプログラムをサブプログラムとしているだけで、通常のプログラムと同じです)
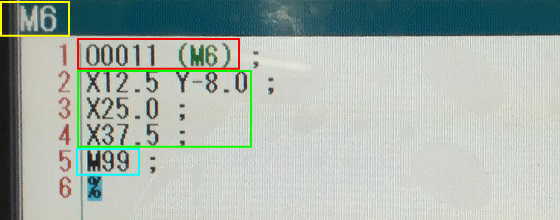
・赤枠部
プログラム番号の横に(M6)と加工内容を入力します。
黄枠部にM6標示されるようになるので、間違えを減らしたり、連続運転中に何の加工をしているのか分かるようになります。
・緑枠部
穴加工をする座標を入力します。
(今回は適当に作成)
・水枠部
M99と入力してメインプログラムに戻します。
ここまで作成したプログラムを運転した動画です。
(ワークの手前で加工しているので切削していません)
G83を使って穴あけ用プログラムの作成
モミ付け用プログラムをコピーして、多少の変更とG83を使って穴あけ用プログラムを作成します。

赤枠部のモミ付け用のプログラムN1からM09までを、その下にコピーします。
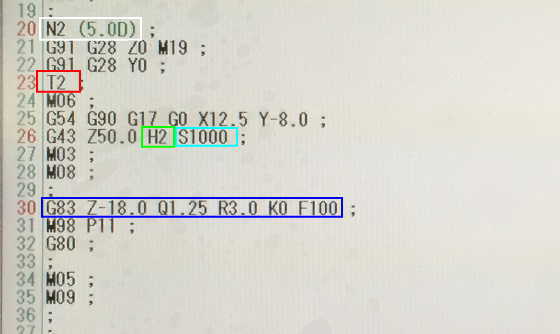
・白枠部 N2 (5.0D)
N2は加工の順番、(5.0D)は加工に使うツールに変更します。
このブロックは加工に影響はなく、メモ書きみたいなブロックになります。
・赤枠部 T2
加工に使うツール番号をTで指令します。
取り付けたツール番号が2番なのでT2に変更します。
・緑枠部 H2
加工に使うツールの工具長補正の番号をHで指令します。
取り付けたツール番号が2番なのでH2に変更します。
T番号と同じ数値になる事がほとんどです。
・水枠部 S1000
主軸の回転数を指令します。
加工に使うツールの回転数に変更します。
・青枠部 G83 Z-18.0 Q1.25 R3.0 K0 F100
G83 ドリルサイクル(深穴)を指令します。
Z-18.0 加工深さを指令します。
Q1.25 1回の切り込み量を指令します。
最初にドリル径の1/4程で設定して加工状況で変更します。
R3.0 加工のアプローチ位置を指令します。
K0 繰り返し回数を指令します。(K0と指令して、このブロックでの加工動作を無くします)
F100 R点からZ点までの速度を指令します。
G84を使ってタップ用プログラムの作成
モミ付け用プログラムをコピーして、多少の変更とG84を使ってタップ用プログラムを作成します。
前回と同じくモミ付け用のプログラムN1からM09までを、穴あけプログラム(黄枠部)の下にコピーします。
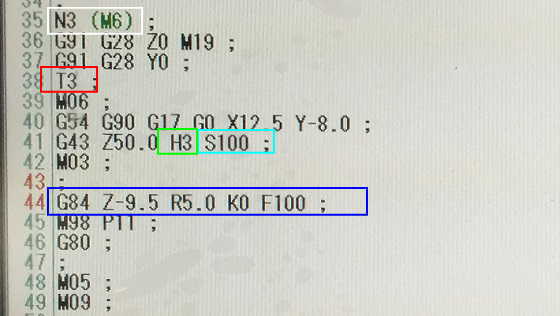
・白枠部 N3 (M6)
N3は加工の順番、(M6)は加工に使うツールに変更します。
このブロックは加工に影響はなく、メモ書きみたいなブロックになります。
・赤枠部 T3
加工に使うツール番号をTで指令します。
取り付けたツール番号が3番なのでT3に変更します。
・緑枠部 H3
加工に使うツールの工具長補正の番号をHで指令します。
取り付けたツール番号が3番なのでH3に変更します。
T番号と同じ数値になる事がほとんどです。
・水枠部 S100
主軸の回転数を指令します。
加工に使うツールの回転数に変更します。
・青枠部 G84 Z-9.5 R5.0 K0 F100
G84 タッピングサイクル(右ネジ)を指令します。
Z-9.5 加工深さを指令します。
R5.0 加工のアプローチ位置を指令します。
K0 繰り返し回数を指令します。(K0と指令して、このブロックでの加工動作を無くします)
F100 R点からZ点までの速度を指令します。
最後に
固定サイクルのプログラムは使う機会が多いので、使わないようなO番号にプログラム作成用として保存しておくと良いでしょう。
間違えて消されてしまう場合などあるのでノートや写真でも保存いておいて、消されてしまっても慌てず、すぐにプログラムを作成できる状態にしておきましょう。