ピックテスターの測定子を当てる角度での誤差を機上で測定したので紹介します。
何も気にせずに使っているピックテスターですが使い方によって測定誤差が生じます。
この測定誤差で不良品が出るような事が無いように把握しておきましょう。
ピックテスター(目量0.01mm)の測定子を当てる角度による誤差を機上で測定
測定方法
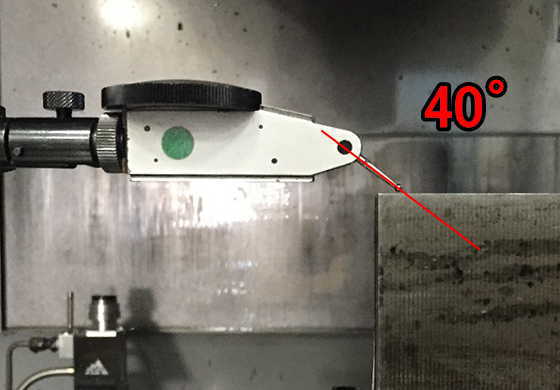
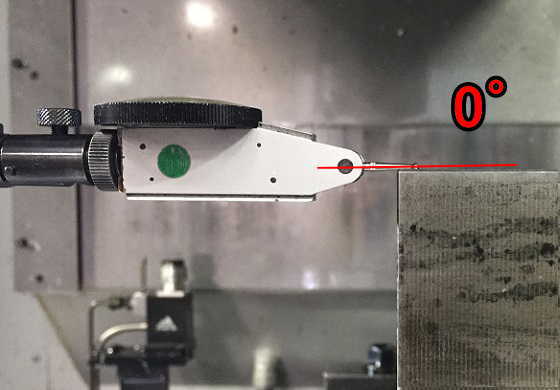
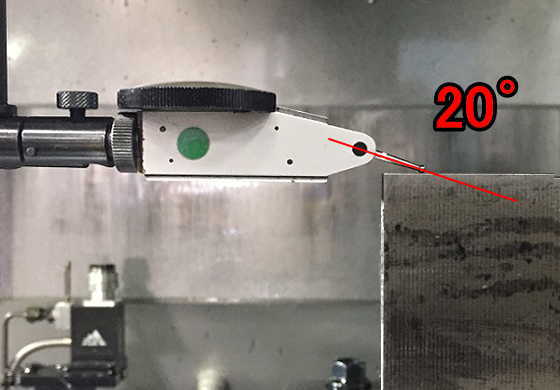
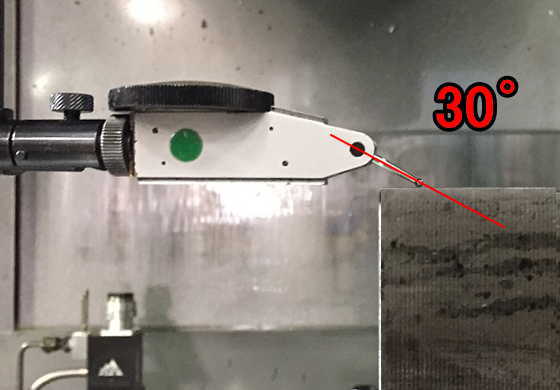
角度測定器と測定子を目見当で合わせて 0゜10゜20゜30゜40゜の5角度。
その5角度で 0.05mm 0.1mm 0.15mm 0.2mm 0.25mm 0.3mm の6距離を測定。
0゜で誤差を測定
0゜で0.05mmを測定
0゜で0.1mmを測定
0゜で0.15mmを測定
0゜で0.2mmを測定
0゜で0.25mmを測定
0゜で0.3mmを測定
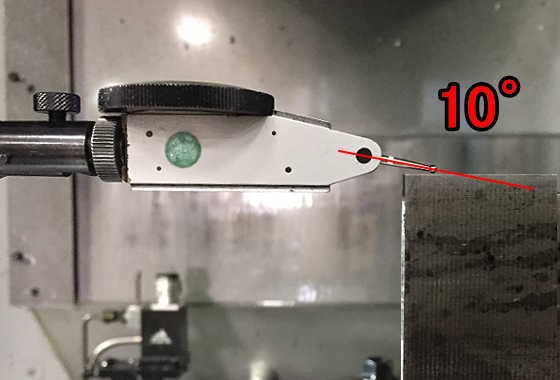
10゜で誤差を測定
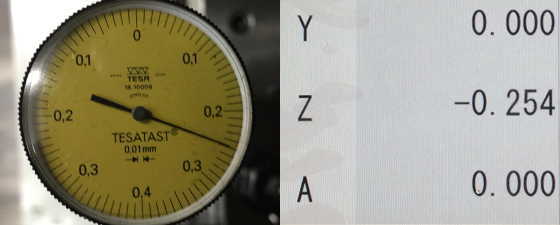
10゜で0.05mmを測定
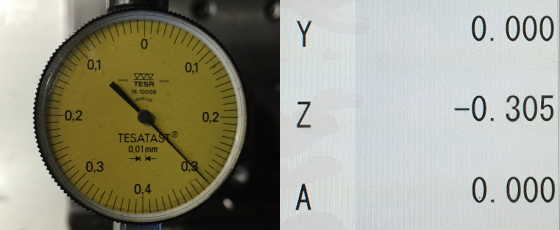
10゜で0.1mmを測定
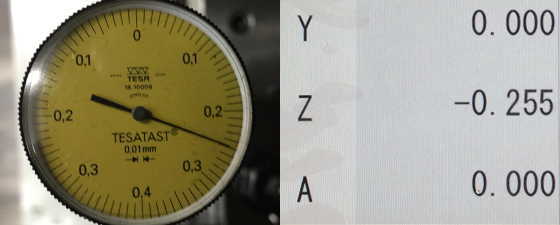
10゜で0.15mmを測定
10゜で0.2mmを測定
10゜で0.25mmを測定
10゜で0.3mmを測定
20゜で誤差を測定
20゜で0.05mmを測定

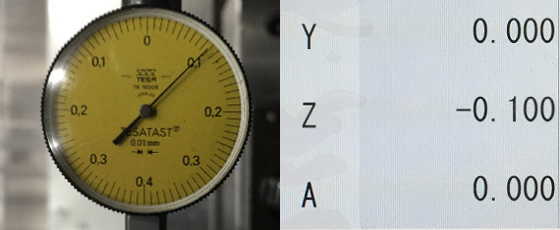
20゜で0.1mmを測定
20゜で0.15mmを測定

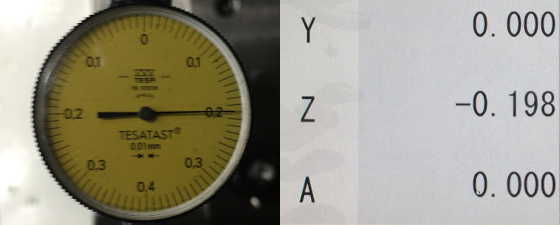
20゜で0.2mmを測定
20゜で0.25mmを測定
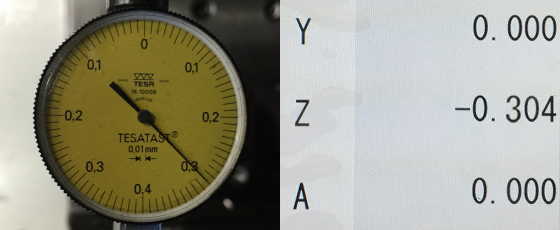
20゜で0.3mmを測定
30゜で誤差を測定
30゜で0.05mmを測定
30゜で0.1mmを測定
30゜で0.15mmを測定
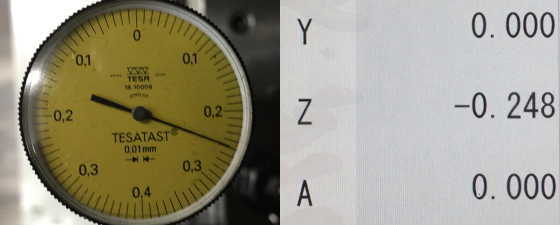
30゜で0.2mmを測定
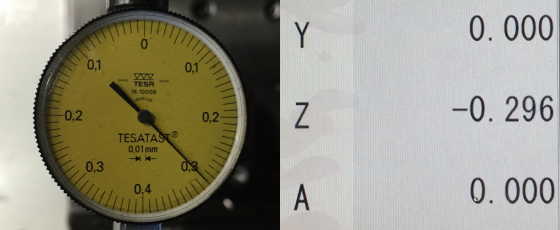
30゜で0.25mmを測定

30゜で0.3mmを測定
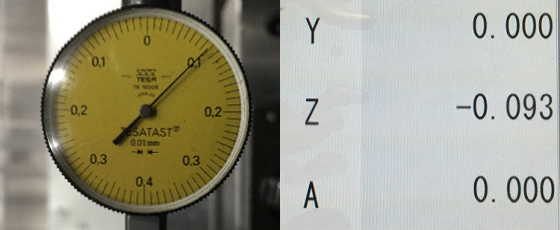
40゜で誤差を測定
40゜で0.05mmを測定
40゜で0.1mmを測定
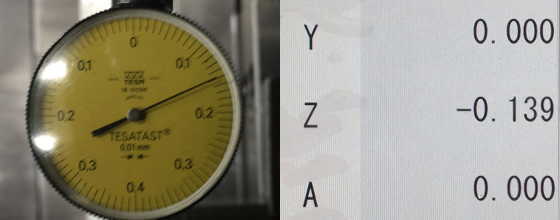
40゜で0.15mmを測定
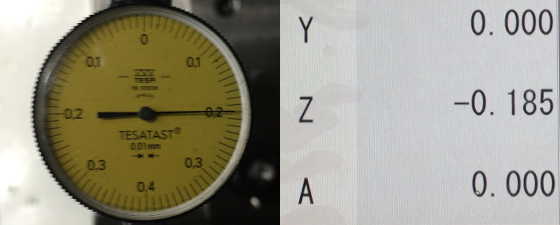
40゜で0.2mmを測定
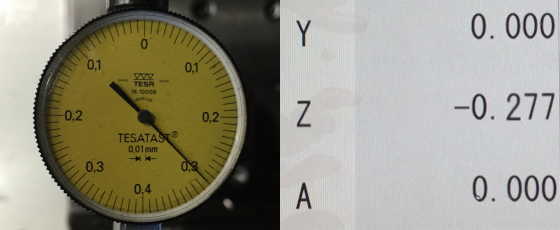
40゜で0.25mmを測定
40゜で0.3mmを測定
測定結果
| 0.05mm | 0.1mm | 0.15mm | 0.2mm | 0.25mm | 0.3mm | |
|---|---|---|---|---|---|---|
| 0゜ | 0.001mm | 0.002mm | 0.003mm | 0.003mm | 0.004mm | 0.005mm |
| 10゜ | 0.001mm | 0.002mm | 0.003mm | 0.003mm | 0.005mm | 0.004mm |
| 20゜ | 0.001mm | 0mm | 0.001mm | 0.002mm | 0.002mm | 0.004mm |
| 30゜ | 0.003mm | 0.007mm | 0.011mm | 0.015mm | 0.018mm | 0.023mm |
| 40゜ | 0.005mm | 0.015mm | 0.022mm | 0.031mm | 0.038mm | 0.046mm |
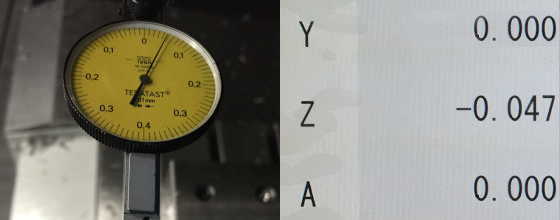
ブロックゲージを使って0.1mmの段差を作り40゜で段差を測定
0.1mmの段差を測定すると0.115mm

機械を動かして目盛を0に合わせると0.098mm
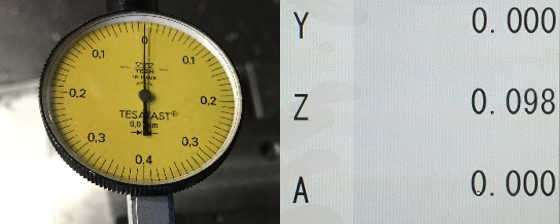
傾きが大きくても機械の移動量で測定すると誤差が少ないですね。
最後に
測定子の傾きが大きい場合テスターの目盛を読むのは危険です。
測定子を傾けずに測定するのが難しい場合は、テスターの目盛を読まず相対座標を0にして、テスターの目盛を0の位置まで機械を移動させて機械の移動量で測定しましょう。
測定誤差がある状態で加工してしまうのは良くない事ですが、測定に時間を掛けすぎるのも良くありません。
加工内容、測定誤差を把握してその状況に合った測定をしましょう。