穴加工に必要なツールを取り付けてツールの長さを機械へ入力する作業を紹介します。
ワーク座標、ツールセット、プログラムと、マシニングセンターの加工で必要な3段取りの一つで、取り付けたツールの長さをマシニングセンターに教える作業です。
加工に必要なツール選びと取り付け作業
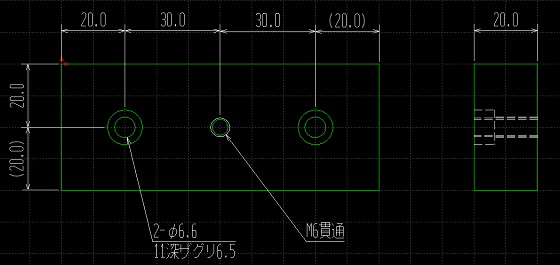
図面を見て加工に必要なツールを用意して順番を決める
1番目
Φ8.0スターティングドリル(Φ5.1、Φ6.6ドリル加工の位置決め、面取り加工)

2番目
Φ5.1ドリル(M6ポイントタップの下穴加工)

3番目
M6ポイントタップ(M6加工)

4番目
Φ6.6ドリル(Φ6.6穴加工)

5番目
Φ11.0エンドミル(11深ザグリ加工)

6番目
Φ20.0面取りカッター(11深ザグリの面取り加工)

決めた順番とツールポットの番号を合わせて取り付ける
取り付ける番号を取り付け作業しやすい位置に動かして、ツールポットのキー(赤丸部)と取り付けるツールのキー溝に合わせて取り付ける。

ツールを呼び出してツールセッターで高さ出し作業
タッチセンサーで基準ブロックの位置出し
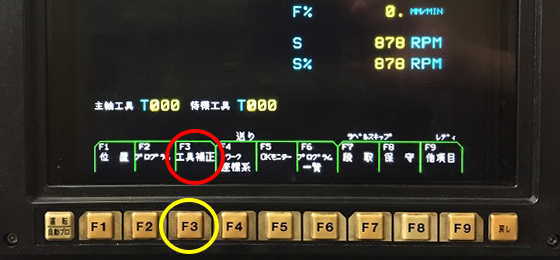
操作画面下のF3工具補正(赤丸部)を確認して、その下にあるF3ボタン(黄丸部)を押して工具補正の画面に切り替えます。
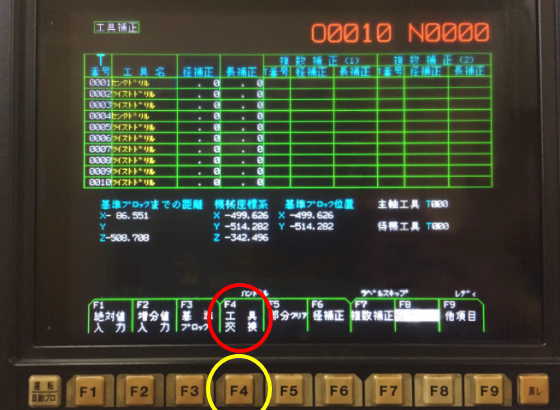
操作画面下のF4工具交換(赤丸部)を確認して、その下にあるF4ボタン(黄丸部)を押します。
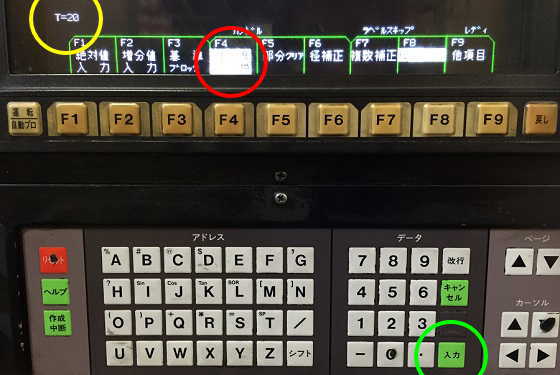
文字と背景が反転(赤丸部)して、黄丸部にT=と表示されるので20と押して(タッチセンサーの付いている番号が20番)、入力(緑丸部)を押して、20番に取り付けたタッチセンサーと工具交換します。
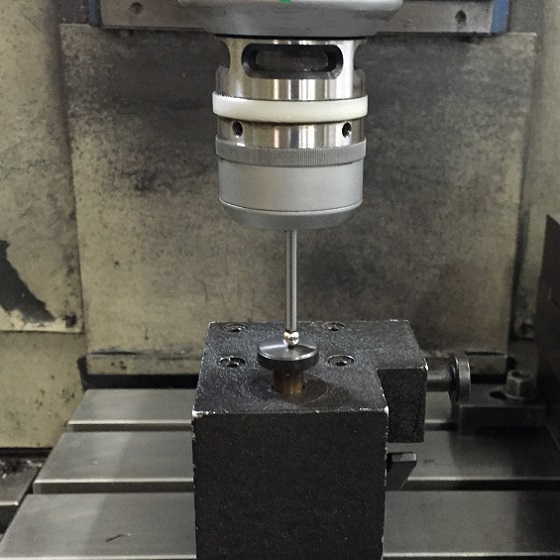
工具交換が終わったら基準ブロックをベッドに置いて、タッチセンサーを基準ブロックの基準面に近づけます。
(基準ブロックの置く位置は任意です。ベッドの端や加工の範囲から外れた位置を選びましょう)
- 早送りオーバーライドのつまみを0に合わせる
- 送り速度のつまみを5に合わせる
- 送りのボタンを押す
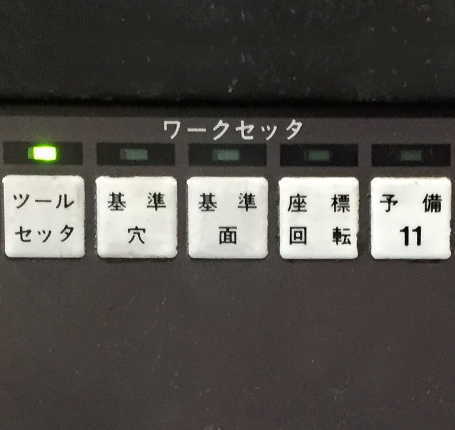
- ツールセッタのボタンを押す
(ツールセッタのボタンが押されていないと基準ブロックのボタンを押した時にアラームが出ます) - 基準ブロックのボタンを押す
(基準ブロックの位置を入力できる状態にする) - Z-のボタンをタッチセンサーが反応するまで押す
- タッチセンサーが反応したらZ+ボタンを押す
(基準面とタッチセンサーが近すぎない位置まで離す) - 基準ブロック→ツールセッタの順にボタンを押す
(基準ブロックの位置を入力できない状態にする)
(誤操作による事故防止)
(測定用の送り速度)
(送り操作をできる状態にする)
(基準ブロックの位置を入力する)

基準ブロックまでの距離(赤枠部)のZ部分に入力されます。
これで基準ブロックの位置出し作業は終わりです。

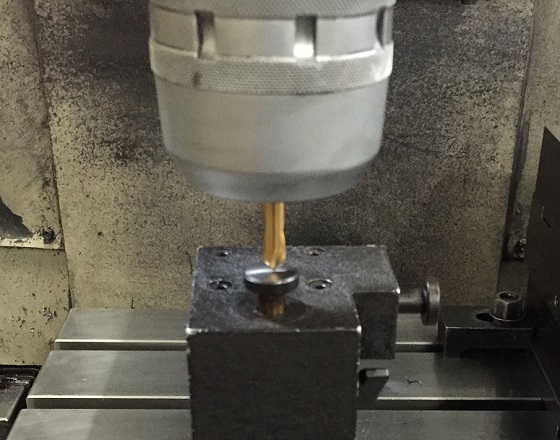
ツールポットに取り付けたツールを呼び出して高さ出し作業
取り付けたツールを1番から順に高さ出しします。
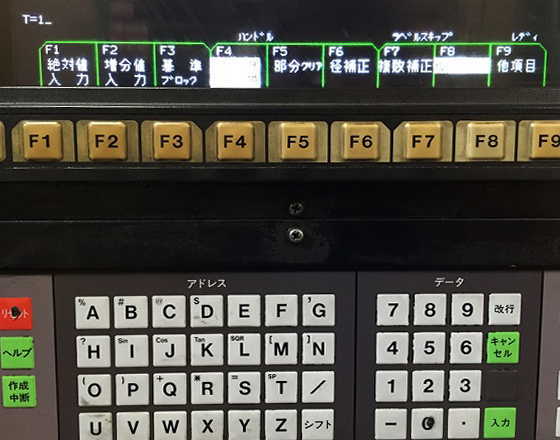
F4→T=1→入力の順で押して、1番のツールと工具交換します。
操作は、基準ブロックの位置出しをした『5.基準ブロックのボタンを押す』を省くだけです。
- 早送りオーバーライドのつまみを0に合わせる
- 送り速度のつまみを5に合わせる
- 送りのボタンを押す
- ツールセッタのボタンを押す
(ツールの長さを入力できる状態にする) - Z-のボタンをタッチセンサーが反応するまで押す
- タッチセンサーが反応したらZ+ボタンを押す
- ツールセッタボタンを押す
(ツールの長さを入力できない状態にする)

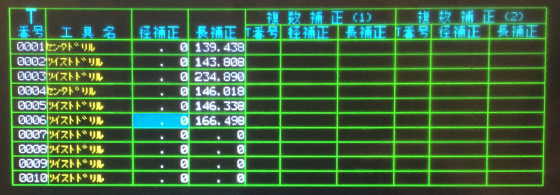
1番の長補正の所(赤枠部)にツールの長さが入力されます。

残りのツールも同じ作業をしてツールの長さを入力します。
加工に使う6本のツールの長さが入力できたら、ツールの長さを機械へ入力する作業は終わりです。
注意
基準ブロックの基準面から刃先が、はみ出てしまうと正確にツールの長さを測定できません。
(このツールは今回の加工で使わないツールです)
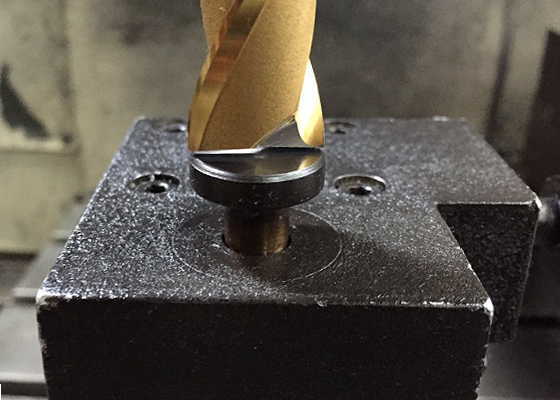
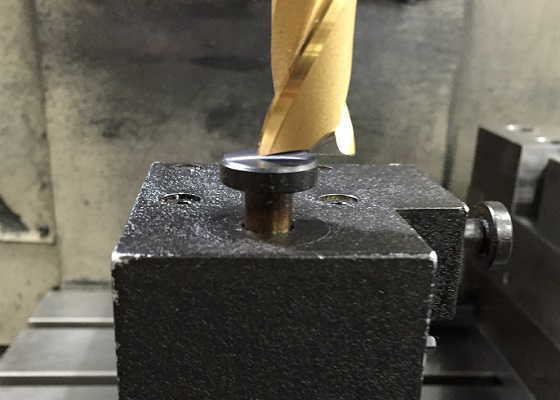
基準面から、はみ出てしまう場合はツールの先端で測定しましょう。
気になるようなら両方の刃先で測定して長く測定できた方を入力します。
最後に
最初のうちは間違えてしまう所があると思いますが、慣れてしまえば何でもない作業になります。
空いた時間にでも練習をしてスムーズに作業できるようになりましょう。
特殊な形状のツールで基準ブロックが使えずに、どこで、どう高さ出しをするべきか自分で考える事が必要な場合もあります。