Φ10.0エンドミルを使った外角コーナーC5加工NCプログラム
※ヘッダーとフッター部分は省略します
Φ10の加工経路で作成したNCプログラム
メインプログラム
O0010()
X3.929Y-6.0
Z5.0
G01Z-5.75F500
X-6.0Y3.929F200
G00Z30.0
X-6.0Y76.071
Z5.0
G01Z-5.75F500
X3.929Y86.0F200
G00Z30.0
X3.929Y-6.0
Z5.0
G01Z-11.5F500
X-6.0Y3.929F200
G00Z30.0
X-6.0Y76.071
Z5.0
G01Z-11.5F500
X3.929Y86.0F200
G00Z30.0
X3.929Y-6.0
Z5.0
G01Z-17.25F500
X-6.0Y3.929F200
G00Z30.0
X-6.0Y76.071
Z5.0
G01Z-17.25F500
X3.929Y86.0F200
G00Z30.0
X3.929Y-6.0
Z5.0
G01Z-23.0F500
X-6.0Y3.929F200
G00Z30.0
X-6.0Y76.071
Z5.0
G01Z-23.0F500
X3.929Y86.0F200
G00Z30.0
正寸で作成しG41径補正を使ったNCプログラム
※工具径補正D1に工具の半径5.0を入力
メインプログラム
O0020()
X3.222Y-6.707
Z5.0
G01Z-5.75F500
M98P21
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-5.75F500
M98P22
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-11.5F500
M98P21
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-11.5F500
M98P22
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-17.25F500
M98P21
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-17.25F500
M98P22
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-23.0F500
M98P21
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-23.0F500
M98P22
G00Z30.0
サブプログラム
O0021()
G41G01X7.464Y-2.464F200D1
X-2.464Y7.464
G40X-6.707Y3.222
G00Z30.0
M99
O0022()
G41G01X-2.464Y72.536F200D1
X7.464Y82.464
G40X3.222Y86.707
G00Z30.0
M99
メインプログラムで工具径補正の指令をしD1に荒、D2に仕上の補正をするNCプログラム
※工具径補正D1に工具の半径5.0+仕上代0.1の5.1を入力
※工具径補正D2に工具の半径5.0を入力
メインプログラム
O0030()
X3.222Y-6.707
Z5.0
G01Z-5.75F500
G41G01X7.464Y-2.464F200D1
M98P31
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-5.75F500
G41G01X-2.464Y72.536F200D1
M98P32
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-11.5F500
G41G01X7.464Y-2.464F200D1
M98P31
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-11.5F500
G41G01X-2.464Y72.536F200D1
M98P32
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-17.25F500
G41G01X7.464Y-2.464F200D1
M98P31
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-17.25F500
G41G01X-2.464Y72.536F200D1
M98P32
G00Z30.0
X3.222Y-6.707
Z5.0
G01Z-23.0F500
G41G01X7.464Y-2.464F200D1
M98P31
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-23.0F500
G41G01X-2.464Y72.536F200D1
M98P32
G00Z30.0
※ここからD2になります
X3.222Y-6.707
Z5.0
G01Z-23.0F500
G41G01X7.464Y-2.464F300D2
M98P31
G00Z30.0
X-6.707Y76.778
Z5.0
G01Z-23.0F500
G41G01X-2.464Y72.536F300D2
M98P32
G00Z30.0
サブプログラム
O0031()
X-2.464Y7.464
G40X-6.707Y3.222
G00Z30.0
M99
O0032()
X7.464Y82.464
G40X3.222Y86.707
G00Z30.0
M99
G91インクレメンタルを使ったサブプログラムをL4で4回繰り返し呼び出すNCプログラム
※各高さ加工後Z軸が安全点まで移動しないので注意
※工具径補正は無し
メインプログラム
O0040()
X3.222Y-6.707
Z5.0
G01Z0F500
M98P41L4
G90G00Z30.0
X-6.707Y76.778
Z5.0
G01Z0F500
M98P42L4
G90G00Z30.0
サブプログラム
O0041()
G91G01Z-5.75F500
G90X3.929Y-6.0F200
X-6.0Y3.929
X-6.707Y3.222
Y-6.707F1000
X3.222
M99
O0042()
G91G01Z-5.75F500
G90X-6.0Y76.071F200
X3.929Y86.0
X3.222Y86.707
X-6.707F1000
Y76.778
M99
Φ10.0エンドミルを使った外角コーナーR5加工NCプログラム
※ヘッダーとフッター部分は省略します
Φ10の加工経路で作成したNCプログラム
メインプログラム
O0010
X5.0Y-6.0
Z5.0
G01Z-5.75F500
M98P11
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-5.75F500
M98P12
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-11.5F500
M98P11
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-11.5F500
M98P12
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-17.25F500
M98P11
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-17.25F500
M98P12
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-23.0F500
M98P11
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-23.0F500
M98P12
G00Z30.0
サブプログラム
O0011()
Y-5.0F200
G02X-5.0Y5.0R10.0
G01X-6.0
G00Z30.0
M99
O0012()
X-5.0F200
G02X5.0Y85.0R10.0
G01Y86.0
G00Z30.0
M99
正寸で作成しG41径補正を使ったNCプログラム
※工具径補正D1に工具の半径5.0を入力
メインプログラム
O0020
X5.0Y-6.0
Z5.0
G01Z-5.75F500
M98P21
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-5.75F500
M98P22
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-11.5F500
M98P21
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-11.5F500
M98P22
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-17.25F500
M98P21
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-17.25F500
M98P22
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-23.0F500
M98P21
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-23.0F500
M98P22
G00Z30.0
サブプログラム
O0021()
G41G01Y0F200D1
G02X0Y5.0R5.0
G40G01X-6.0
G00Z30.0
M99
O0022()
G41G01X0F200D1
G02X5.0Y80.0R5.0
G40G01Y86.0
G00Z30.0
M99
メインプログラムで工具径補正の指令をしD1に荒、D2に仕上の補正をするNCプログラム
※工具径補正D1に工具の半径5.0+仕上代0.1の5.1を入力
※工具径補正D2に工具の半径5.0を入力
メインプログラム
O0030
X5.0Y-6.0
Z5.0
G01Z-5.75F500
G41G01Y0F200D1
M98P31
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-5.75F500
G41G01X0F200D1
M98P32
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-11.5F500
G41G01Y0F200D1
M98P31
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-11.5F500
G41G01X0F200D1
M98P32
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-17.25F500
G41G01Y0F200D1
M98P31
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-17.25F500
G41G01X0F200D1
M98P32
G00Z30.0
X5.0Y-6.0
Z5.0
G01Z-23.0F500
G41G01Y0F200D1
M98P31
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-23.0F500
G41G01X0F200D1
M98P32
G00Z30.0
※ここからD2になります
X5.0Y-6.0
Z5.0
G01Z-23.0F500
G41G01Y0F300D2
M98P31
G00Z30.0
X-6.0Y75.0
Z5.0
G01Z-23.0F500
G41G01X0F300D2
M98P32
G00Z30.0
サブプログラム
O0031()
G02X0Y5.0R5.0
G40G01X-6.0
G00Z30.0
M99
O0032()
G02X5.0Y80.0R5.0
G40G01Y86.0
G00Z30.0
M99
G91インクレメンタルを使ったサブプログラムをL4で4回繰り返し呼び出すNCプログラム
※各高さ加工後Z軸が安全点まで移動しないので注意
※工具径補正は無し
メインプログラム
O0040
X5.0Y-6.0
Z5.0
G01Z0F500
M98P41L4
G90G00Z30.0
X-6.0Y75.0
Z5.0
G01Z0F500
M98P42L4
G90G00Z30.0
サブプログラム
O0041()
G91G01Z-5.75F500
G90Y-5.0F200
G02X-5.0Y5.0R10.0
G01X-6.0
G03X5.0Y-6.0R11.0F1000
M99
O0042()
G91G01Z-5.75F500
G90X-5.0F200
G02X5.0Y85.0R10.0
G01Y86.0
G03X-6.0Y75.0R11.0F1000
M99
外角コーナーR加工
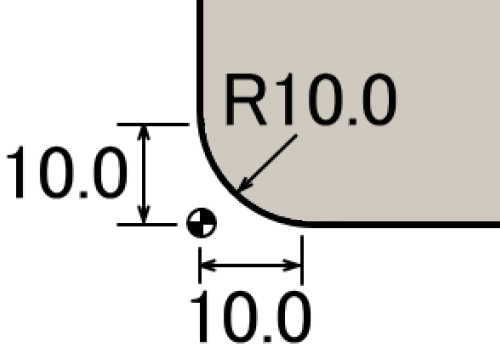
Φ10.0のエンドミルを使って加工する場合
座標は5mmずれて、指示するRは15になります。
(エンドミルの半径分)
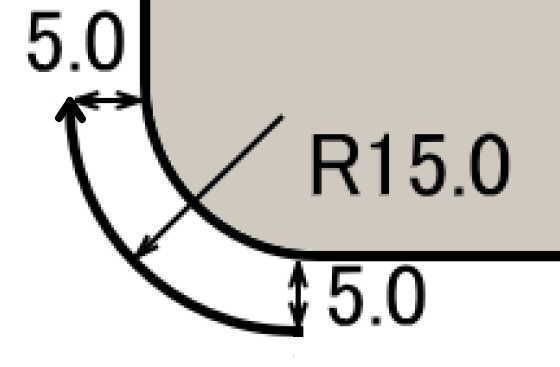
このRをダウンカットで動かす場合
G00 X10.0 Y-5.0 ;
Z5.0 ;
G01 Z-0.1 F500 ;
G02 X-5.0 Y10.0 R15.0 F200 ;
G00 Z50.0 ;
になります。
XYの加工位置でZを加工位置まで動かすとトラブルの原因になるので1mmずつアプローチを作ります。
赤線部がアプローチです。
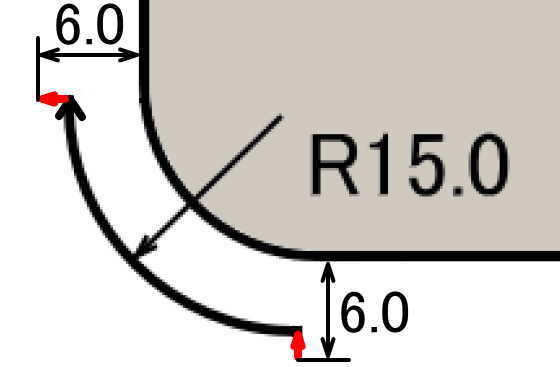
アプローチを追加したプログラムは
G00 X10.0 Y-6.0 ;
Z1.0 ;
G01 Z-0.1 F500 ;
Y-5.0 F200 ;
G02 X-5.0 Y10.0 R15.0 ;
G01 X-6.0 ;
G00 Z50.0 ;
になります。
エンドミルの半径分ずれた位置の計算が分かりにくい場合はG41工具補正左を使い、正寸でプログラムを作成します。
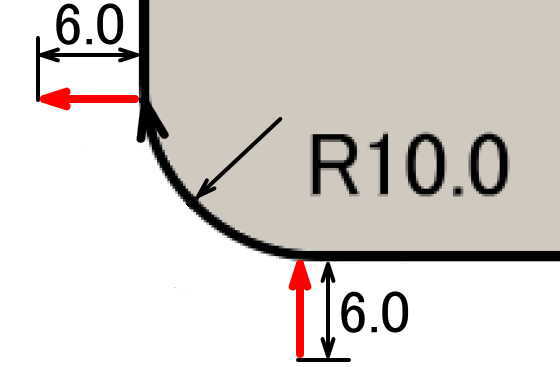
G00 X10.0 Y-6.0 ;
Z1.0 ;
G01 Z-0.1 F500 ;
G41 G01 Y0 D1 F200 ;
G02 X0 Y10.0 R10.0 ;
G40 G01 X-6.0 ;
G00 Z50.0 ;
工具径補正にエンドミルの半径を入力